�����罺���ϼ��ų���ѵ�μ�(PPT 61ҳ)
- �������ࣺ
- �豸����
- �ļ���С��
- 14910 KB
- ���ص�ַ��
- ������ϣ�
- ��ѵ�μ�
�����罺���ϼ��ų���ѵ�μ�(PPT 61ҳ)���ݼ��
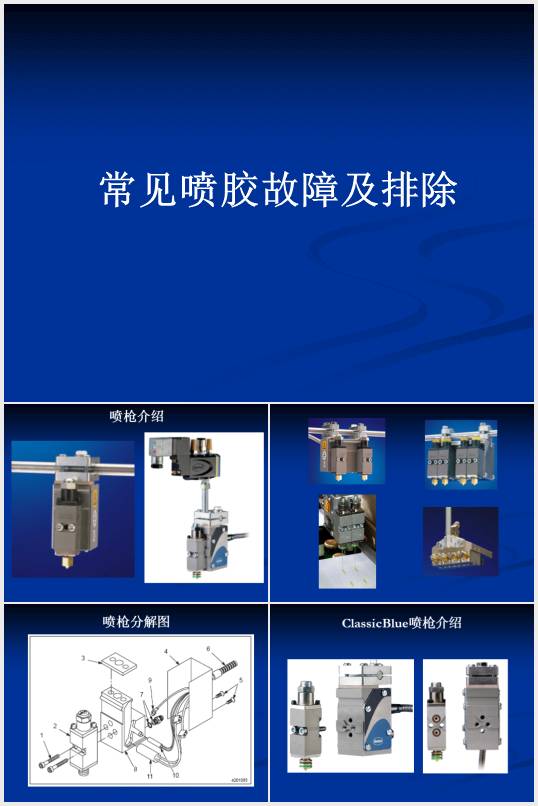
�����罺���ϼ��ų�
��ǹ����
��ǹ�ֽ�ͼ
ClassicBlue��ǹ����
��ǹ����ͷ�Ľṹ
��ǹ�ĵ�����ͷ
������ͷ�Ƚ�
������ͷ������˿��ʹ�罺ͬ��
���ý���
���ܽ���
�����¶ȴ�����
�����������ĵ�����ͷ
���ܲ����İ�װ
�罺Ч�����Բ�
����������
�����ڽ���̫��
����ѹ������
����������
��ŷ������쳣
��·��������
�����С
�������۽�
�Ӵù�����ѹ
��������Q������
�z���ź�Դ������ѹ������ŷ���Ȧ
ѭ�������·��������ȷ��������λ����������Q
�������ʵ�����
�罺�ɲ���״
�����¶�̫��
���������¶�̫��
��������
������빤��̫Զ
��߲����¶�
����ֳ������¶�
�̶��������Ľ�����ϵͳ
�����빤��������13mm���
�罺��ʼ�㽺���϶�
��ǹ��ŷ���ѹ����
������ǹ��ŷ���ѹ��4kg/cm2
�罺�ս��㽺����
��߲����ض�
�罺˦β
�����¶ȹ���
���۽�ճ��̫��
����ڶ��������
���Ͳ����¶�
���Ͳ����¶Ȼ�������ʵ����۽�
�������������
��ǹ��˿
��ճ��̫��
��ǹ�����ٶ�̫��
���۽�����
��ͷ����ĥ��
����¶Ȼ�������ʵ����۽�
���������빤������
��������ǹ����ŷ�
�������۽���ʱ����Ȳ���
ά�������ͷ
�ѽ�
�����¶�̫�ͻ�̫��
��������������Ϳ��
�Ͻ�������
������������
���۽�ճ�Ȳ���
������ѹ��������
���������¶�
ѡ���ʺϵ����۽�
�����ϴ�������Ӵ���ѹ
��Ӧ�̷�ӳ
�����۽���Ӧ�̷�ӳ
����������
ճ�ӏ��Ȳ���
�����ϴ������
�罺λ�ò��ȶ�
��������
��ǹ��������
����ڱ���
��������
��������ų������ʵĽ�
��������
��Һ������
�����趨�¶ȹ���
���۽��ܳ�
�����������¶�
������۽����������۽��ܳ�
������ʱ��ð��
�����¶��趨̫��
���۽�Ʒ�ʲ��ȶ�
���������趨�¶�
�����۽���Ӧ�̷�Ӧ
���ױ���̿��
����ʱ�����
����
����
���۽�Һλ̫��
���۽����ܲ��ȶ�
��ȷʹ�ñ��¹���
��ʱ�رս���
���������������·��
�������۽��ϸ�Һλ
�������۽�
���۽����ʽ���
��ͬ���Ե����۽����ʹ��
�����¶�̫��
��������
�趨��ȷ�¶�
�罺Ч��ʵ��
ŵ�Ž����ճ�ά��
������ά���İ�ȫ��֪
..............................
��ǹ����
��ǹ�ֽ�ͼ
ClassicBlue��ǹ����
��ǹ����ͷ�Ľṹ
��ǹ�ĵ�����ͷ
������ͷ�Ƚ�
������ͷ������˿��ʹ�罺ͬ��
���ý���
���ܽ���
�����¶ȴ�����
�����������ĵ�����ͷ
���ܲ����İ�װ
�罺Ч�����Բ�
����������
�����ڽ���̫��
����ѹ������
����������
��ŷ������쳣
��·��������
�����С
�������۽�
�Ӵù�����ѹ
��������Q������
�z���ź�Դ������ѹ������ŷ���Ȧ
ѭ�������·��������ȷ��������λ����������Q
�������ʵ�����
�罺�ɲ���״
�����¶�̫��
���������¶�̫��
��������
������빤��̫Զ
��߲����¶�
����ֳ������¶�
�̶��������Ľ�����ϵͳ
�����빤��������13mm���
�罺��ʼ�㽺���϶�
��ǹ��ŷ���ѹ����
������ǹ��ŷ���ѹ��4kg/cm2
�罺�ս��㽺����
��߲����ض�
�罺˦β
�����¶ȹ���
���۽�ճ��̫��
����ڶ��������
���Ͳ����¶�
���Ͳ����¶Ȼ�������ʵ����۽�
�������������
��ǹ��˿
��ճ��̫��
��ǹ�����ٶ�̫��
���۽�����
��ͷ����ĥ��
����¶Ȼ�������ʵ����۽�
���������빤������
��������ǹ����ŷ�
�������۽���ʱ����Ȳ���
ά�������ͷ
�ѽ�
�����¶�̫�ͻ�̫��
��������������Ϳ��
�Ͻ�������
������������
���۽�ճ�Ȳ���
������ѹ��������
���������¶�
ѡ���ʺϵ����۽�
�����ϴ�������Ӵ���ѹ
��Ӧ�̷�ӳ
�����۽���Ӧ�̷�ӳ
����������
ճ�ӏ��Ȳ���
�����ϴ������
�罺λ�ò��ȶ�
��������
��ǹ��������
����ڱ���
��������
��������ų������ʵĽ�
��������
��Һ������
�����趨�¶ȹ���
���۽��ܳ�
�����������¶�
������۽����������۽��ܳ�
������ʱ��ð��
�����¶��趨̫��
���۽�Ʒ�ʲ��ȶ�
���������趨�¶�
�����۽���Ӧ�̷�Ӧ
���ױ���̿��
����ʱ�����
����
����
���۽�Һλ̫��
���۽����ܲ��ȶ�
��ȷʹ�ñ��¹���
��ʱ�رս���
���������������·��
�������۽��ϸ�Һλ
�������۽�
���۽����ʽ���
��ͬ���Ե����۽����ʹ��
�����¶�̫��
��������
�趨��ȷ�¶�
�罺Ч��ʵ��
ŵ�Ž����ճ�ά��
������ά���İ�ȫ��֪
..............................