气保焊常见的质量缺陷和防止措施概述(PPT 34页)
- 所属分类:
- 品质知识
- 文件大小:
- 3970 KB
- 下载地址:
- 相关资料:
- 质量缺陷
气保焊常见的质量缺陷和防止措施概述(PPT 34页)内容简介
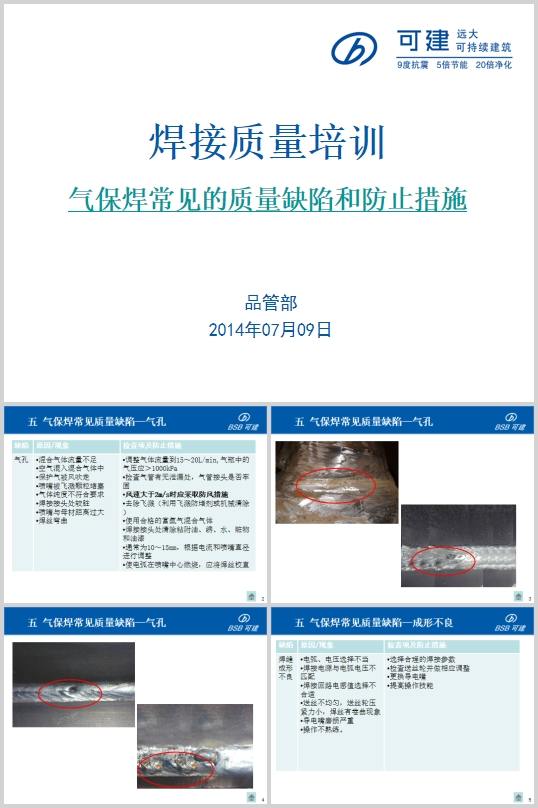
混合气体流量不足
空气混入混合气体中
保护气被风吹走
喷嘴被飞溅颗粒堵塞
气体纯度不符合要求
焊接接头处较脏
喷嘴与母材距离过大
焊丝弯曲
调整气体流量到15~20L/min,气瓶中的气压应>1000kPa
检查气管有无泄漏处,气管接头是否牢固
风速大于2m/s时应采取防风措施
去除飞溅(利用飞溅防堵剂或机械清除)
使用合格的富氩气混合气体
焊接接头处清除粘附油、绣、水、赃物和油漆
通常为10~15mm,根据电流和喷嘴直径进行调整
使电弧在喷嘴中心燃烧,应将焊丝校直
..............................
空气混入混合气体中
保护气被风吹走
喷嘴被飞溅颗粒堵塞
气体纯度不符合要求
焊接接头处较脏
喷嘴与母材距离过大
焊丝弯曲
调整气体流量到15~20L/min,气瓶中的气压应>1000kPa
检查气管有无泄漏处,气管接头是否牢固
风速大于2m/s时应采取防风措施
去除飞溅(利用飞溅防堵剂或机械清除)
使用合格的富氩气混合气体
焊接接头处清除粘附油、绣、水、赃物和油漆
通常为10~15mm,根据电流和喷嘴直径进行调整
使电弧在喷嘴中心燃烧,应将焊丝校直
..............................
下一篇:尚无数据