常用加工工艺综述(PPT 60页)
- 所属分类:
- 机械行业
- 文件大小:
- 7112 KB
- 下载地址:
- 相关资料:
- 加工工艺
常用加工工艺综述(PPT 60页)内容简介
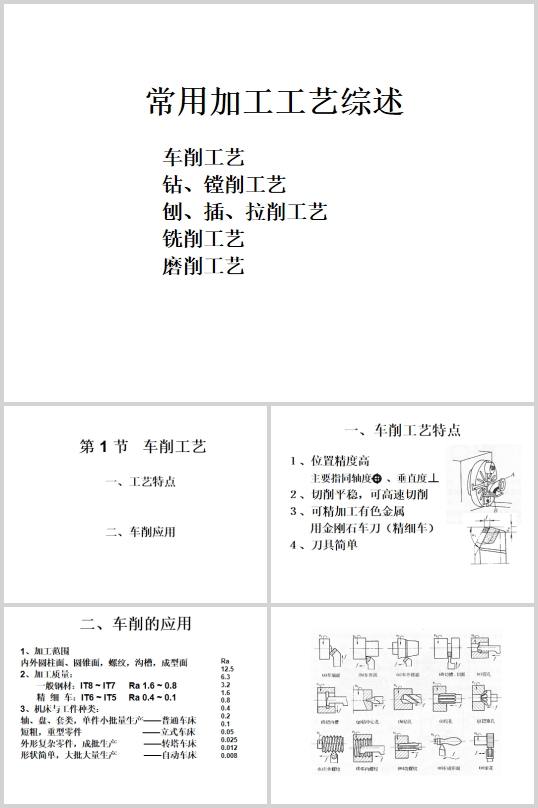
常用加工工艺综述
车削工艺
钻、镗削工艺
刨、插、拉削工艺
铣削工艺
磨削工艺
第1节车削工艺
一、工艺特点
二、车削应用
一、车削工艺特点
1、位置精度高
主要指同轴度、垂直度
2、切削平稳,可高速切削
3、可精加工有色金属
用金刚石车刀(精细车)
4、刀具简单
二、车削的应用
1、加工范围
内外圆柱面、圆锥面,螺纹,沟槽,成型面
2、加工质量:
一般钢材:IT8~IT7Ra1.6~0.8
精细车:IT6~IT5Ra0.4~0.1
3、机床与工件种类:
轴、盘、套类,单件小批量生产――普通车床
短粗,重型零件――立式车床
外形复杂零件,成批生产――转塔车床
形状简单,大批大量生产――自动车床
第2节钻削、镗削
一、钻孔
二、扩孔
三、铰孔
四、镗孔
一、钻削
钻头的结构
工艺特点
1、易引偏
(1)打定心坑(2)钻套、钻模
(3)两主切削刃刃磨对称
2、排屑困难
啄钻,磨分屑槽
3、散热差
钻削的应用
1、加工质量:IT10以下,Ra12.5以上
2、钻床种类:
(1)单件小批生产:
台式钻床、立式钻床、摇臂钻床
(2)大批大量生产:钻模,组合钻床
二、扩孔工艺特点与应用
扩孔钻的结构
加工质量:IT10~IT9,Ra6.3~3.2
孔加工的半精加工
三、铰孔工艺特点与应用
铰刀的结构
加工质量:
IT9~IT7
Ra1.6~0.4
孔精加工方法之一
孔加工的典型方案:
钻――扩――铰
四、镗削工艺特点与应用
镗刀的结构
..............................
车削工艺
钻、镗削工艺
刨、插、拉削工艺
铣削工艺
磨削工艺
第1节车削工艺
一、工艺特点
二、车削应用
一、车削工艺特点
1、位置精度高
主要指同轴度、垂直度
2、切削平稳,可高速切削
3、可精加工有色金属
用金刚石车刀(精细车)
4、刀具简单
二、车削的应用
1、加工范围
内外圆柱面、圆锥面,螺纹,沟槽,成型面
2、加工质量:
一般钢材:IT8~IT7Ra1.6~0.8
精细车:IT6~IT5Ra0.4~0.1
3、机床与工件种类:
轴、盘、套类,单件小批量生产――普通车床
短粗,重型零件――立式车床
外形复杂零件,成批生产――转塔车床
形状简单,大批大量生产――自动车床
第2节钻削、镗削
一、钻孔
二、扩孔
三、铰孔
四、镗孔
一、钻削
钻头的结构
工艺特点
1、易引偏
(1)打定心坑(2)钻套、钻模
(3)两主切削刃刃磨对称
2、排屑困难
啄钻,磨分屑槽
3、散热差
钻削的应用
1、加工质量:IT10以下,Ra12.5以上
2、钻床种类:
(1)单件小批生产:
台式钻床、立式钻床、摇臂钻床
(2)大批大量生产:钻模,组合钻床
二、扩孔工艺特点与应用
扩孔钻的结构
加工质量:IT10~IT9,Ra6.3~3.2
孔加工的半精加工
三、铰孔工艺特点与应用
铰刀的结构
加工质量:
IT9~IT7
Ra1.6~0.4
孔精加工方法之一
孔加工的典型方案:
钻――扩――铰
四、镗削工艺特点与应用
镗刀的结构
..............................
下一篇:尚无数据