ФГЪЕвЕгаЯоЙЋЫОЭЈгУЙЄвеКИНг(DOC 20вГ)
ФГЪЕвЕгаЯоЙЋЫОЭЈгУЙЄвеКИНг(DOC 20вГ)ФкШнМђНщ
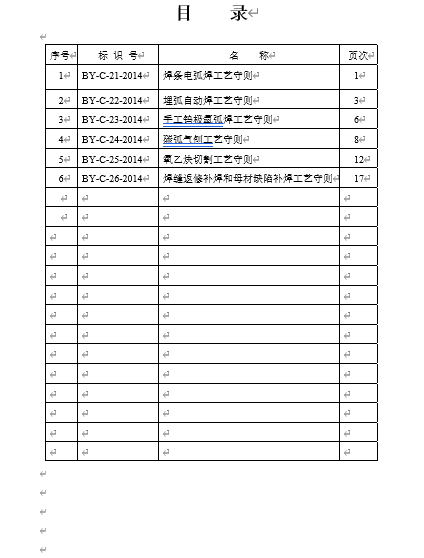
КИЬѕЕчЛЁКИЙЄвеЪидђ
ТёЛЁздЖЏКИЙЄвеЪидђ
ЪжЙЄЮйМЋыВЛЁКИЙЄвеЪидђ
ЬМЛЁЦјХйЙЄвеЪидђ
бѕввШВЧаИюЙЄвеЪидђ
КИЗьЗЕаоВЙКИКЭФИВФШБЯнВЙКИЙЄвеЪидђ
жїЬтФкШнгыЪЪгУЗЖЮЇ
БОЪидђИљОнNB/T47015ЁЖбЙСІШнЦїКИНгЙцГЬЁЗНјааБржЦЁЃ
БОЪидђЪЪгУгкбЙСІШнЦїКИЬѕЕчЛЁКИЕФКИНгЁЃ
АДЭМжНвЊЧѓМьВщЦТПкГпДчМАжЪСПЃЌЖдгАЯьКИНгжЪСПЕФОжВПАМЭЙВЛЦНДІгІгшаоећЃЌ
СбЮЦЁЂЗжВуЁЂМадќЕШгІгшЧхГ§ЃЌЦТПкМьВщКЯИёКѓЗНПЩЪЉКИЁЃ
ЧхГ§КИНгЦТПкДІгЭЁЂЫЎЁЂатЕШдрЮяЃЌЖдКИМўБэУцгаЬиЪтвЊЧѓЕФВФСЯШчВЛатИжЃЌ
ПЩдкЦТПкСНВрЭПЩЯАзлбЗлЃЌвдЗРКИНгЫ№ЩЫНќЗьЧјФИВФБэУцЁЃ
ЪЉКИЪмбЙдЊМўЕФКИЙЄБиаыГжгаЯргІЕФКЯИёЯюФПЁЃЕуКИгІВЩгУЯрЭЌЕФКИВФЃЌ
ЯрЭЌЕФЙЄвеЁЃНћжЙЮожЄКИЙЄЕуКИЪмбЙдЊМўЁЃ
бЯИёАДееКИНгЙЄвеПЈЙцЖЈвЊЧѓЕФКИЬѕХЦКХЃЌЙцИёСьШЁКИНгВФСЯЁЃ
АДЙцЖЈЕФЙЄвеВЮЪ§КЭГЬађЪЉКИЁЃ
КИЬѕдкЪЉгУЧАгІАДвЊЧѓНјааКцИЩЃЌСьШЁЪБгІЪЙгУБЃЮТЭВЃЌВЂдкКИВФЗЂЗХЕЅЩЯЧЉзжЁЃ
АДКИЬѕадФмбЁдёКИНгЕчдДМАЕчдДЕФМЋадЁЃ
МсЙЬЫўЬњЯпМАКИЧЏЃЌвдДягХСМЕМЕчЁЃНћжЙСЌНгНЈжўЮяН№ЪєЙЙМўКЭЦфЫќЩшБИзїЮЊКИНгЕчдДЛиТЗЁЃ
ЪЉКИЧАвЊЧхГ§ЛђВПЗжЧхГ§гАЯьКИЗьжЪСПЕФЕуКИЃЌВЂЗРжЙКИНгЪБВњЩњИїжжШБЯнЁЃ
..............................
ТёЛЁздЖЏКИЙЄвеЪидђ
ЪжЙЄЮйМЋыВЛЁКИЙЄвеЪидђ
ЬМЛЁЦјХйЙЄвеЪидђ
бѕввШВЧаИюЙЄвеЪидђ
КИЗьЗЕаоВЙКИКЭФИВФШБЯнВЙКИЙЄвеЪидђ
жїЬтФкШнгыЪЪгУЗЖЮЇ
БОЪидђИљОнNB/T47015ЁЖбЙСІШнЦїКИНгЙцГЬЁЗНјааБржЦЁЃ
БОЪидђЪЪгУгкбЙСІШнЦїКИЬѕЕчЛЁКИЕФКИНгЁЃ
АДЭМжНвЊЧѓМьВщЦТПкГпДчМАжЪСПЃЌЖдгАЯьКИНгжЪСПЕФОжВПАМЭЙВЛЦНДІгІгшаоећЃЌ
СбЮЦЁЂЗжВуЁЂМадќЕШгІгшЧхГ§ЃЌЦТПкМьВщКЯИёКѓЗНПЩЪЉКИЁЃ
ЧхГ§КИНгЦТПкДІгЭЁЂЫЎЁЂатЕШдрЮяЃЌЖдКИМўБэУцгаЬиЪтвЊЧѓЕФВФСЯШчВЛатИжЃЌ
ПЩдкЦТПкСНВрЭПЩЯАзлбЗлЃЌвдЗРКИНгЫ№ЩЫНќЗьЧјФИВФБэУцЁЃ
ЪЉКИЪмбЙдЊМўЕФКИЙЄБиаыГжгаЯргІЕФКЯИёЯюФПЁЃЕуКИгІВЩгУЯрЭЌЕФКИВФЃЌ
ЯрЭЌЕФЙЄвеЁЃНћжЙЮожЄКИЙЄЕуКИЪмбЙдЊМўЁЃ
бЯИёАДееКИНгЙЄвеПЈЙцЖЈвЊЧѓЕФКИЬѕХЦКХЃЌЙцИёСьШЁКИНгВФСЯЁЃ
АДЙцЖЈЕФЙЄвеВЮЪ§КЭГЬађЪЉКИЁЃ
КИЬѕдкЪЉгУЧАгІАДвЊЧѓНјааКцИЩЃЌСьШЁЪБгІЪЙгУБЃЮТЭВЃЌВЂдкКИВФЗЂЗХЕЅЩЯЧЉзжЁЃ
АДКИЬѕадФмбЁдёКИНгЕчдДМАЕчдДЕФМЋадЁЃ
МсЙЬЫўЬњЯпМАКИЧЏЃЌвдДягХСМЕМЕчЁЃНћжЙСЌНгНЈжўЮяН№ЪєЙЙМўКЭЦфЫќЩшБИзїЮЊКИНгЕчдДЛиТЗЁЃ
ЪЉКИЧАвЊЧхГ§ЛђВПЗжЧхГ§гАЯьКИЗьжЪСПЕФЕуКИЃЌВЂЗРжЙКИНгЪБВњЩњИїжжШБЯнЁЃ
..............................
ЩЯвЛЦЊЃКЭПзАХчЦсЭЈгУЙЄвеЙцГЬ(DOC 20вГ)
ЯТвЛЦЊЃКЩаЮоЪ§Он