зЂЫмЙЄвеХрбЕНЬВФ(PPT 43вГ)
зЂЫмЙЄвеХрбЕНЬВФ(PPT 43вГ)ФкШнМђНщ
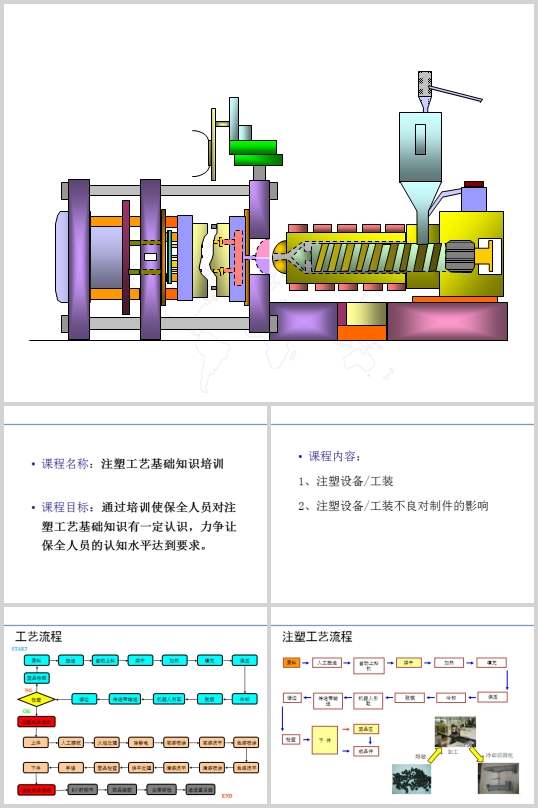
ПЮГЬУћГЦЃКзЂЫмЙЄвеЛљДЁжЊЪЖХрбЕ
ПЮГЬФПБъЃКЭЈЙ§ХрбЕЪЙБЃШЋШЫдБЖдзЂЫмЙЄвеЛљДЁжЊЪЖгавЛЖЈШЯЪЖЃЌ
СІељШУБЃШЋШЫдБЕФШЯжЊЫЎЦНДяЕНвЊЧѓЁЃ
ПЮГЬФкШнЃК
1ЁЂзЂЫмЩшБИ/ЙЄзА
2ЁЂзЂЫмЩшБИ/ЙЄзАВЛСМЖджЦМўЕФгАЯь
зЂЫмЙ§ГЬВЮЪ§ЙЄвеЕФЮхДѓвЊЫи
1ЁЂЮТЖШЃК
AЁЂгЭЮТЃКЖдгквКбЙЛњЖјбдЪЧгЩгкЛњЦїЕФВЛЭЃдЫзївКбЙгЭдЫЖЏФІВСЖјВњЩњЕФШШФмЃЌ
ЫќЪЧгЩРфШДЫЎРДПижЦЃЌдкПЊЛњЪБвЊШЗШЯгЭЮТдк45ЁцзѓгвЃЌШєгЭЮТЙ§ИпЛђЙ§ЕЭОљЛсгАЯьбЙСІЕФДЋЕнЁЃ
BЁЂСЯЮТЃКМДХкЭВЮТЖШЃЌДЫЮТЖШвЊИљОнВФСЯКЭВњЦЗЕФаЮзДКЭЙІФмШЅЩшЖЈЃЌ
ШєгаЮФМўдђИљОнЮФМўШЅЩшЖЈЫќЁЃ
CЁЂФЃЮТЃКДЫЮТЖШвВЪЧвЛИіживЊЕФВЮЪ§ЃЌЫќЕФИпЕЭЖдгкВњЦЗЕФадФмгАЯьКмДѓ
ЃЌЙЪЩшЖЈЪБвЛЖЈвЊПМТЧВњЦЗЕФЙІФмКЭНсЙЙЃЌЭЌЪБЛЙвЊПМТЧЕНВФСЯКЭжмЦкЁЃ
2ЁЂЫйЖШЃК
AЁЂПЊКЯФЃЕФЫйЖШЩшЖЈЃЌПЊКЯФЃЕФЩшЖЈвЛАуЪЧАДТ§ЁЊПьЁЊТ§ЕФдРэЃЌ
етбљЩшЖЈжївЊПМТЧЛњЦїЁЂФЃОпЁЂжмЦкШЅПМТЧЁЃ
BЁЂЖЅГіЩшЖЈЃКПЩИљОнВњЦЗЕФНсЙЙРДЩшЖЈЃЌНсЙЙИДдгЕФзюКУгУТ§ЫйЖЅГівЛаЉдйгУПьЫйЭбФЃЃЌЫѕЖЬжмЦкЁЃ
CЁЂЩфЫйЃКИљОнВњЦЗЕФДѓаЁЃЌНсЙЙШЅЩшЖЈЃЌШєНсЙЙИДдгНЯЮЊБкБЁЕФПЩПьЫй
ЃЌШєНсЙЙМђЕЅБкКёЕФПЩгУТ§ЫйЃЌЛЙвЊИљОнВФСЯЕФадФмЃЌгЩТ§ЕНПьЩшЖЈЁЃ
3ЁЂбЙСІЃК
AЁЂЩфНКбЙСІЃКИљОнВњЦЗЕФДѓаЁЃЌБкЕФКёБЁЃЌгЩЕЭЕНИпЃЌЕїЪдЪБПМТЧЦфЫћвђЫиЁЃ
BЁЂБЃбЙбЙСІЃКБЃбЙбЙСІжївЊЪЧШЗБЃВњЦЗЕФЖЈаЭЃЌЮШЖЈГпДчЃЌЦфЩшЖЈвВвЊИљОнВњЦЗЕФНсЙЙЁЂаЮзДРДЩшЖЈЁЃ
CЁЂЕЭбЙБЃЛЄбЙСІЃКДЫбЙСІжївЊЖдФЃОпЕФБЃЛЄзїгУЃЌЪЙФЃОпЕФЫ№ЛЕДяЕНзюЕЭЯоЖШЁЃ
DЁЂЫјФЃСІЃКЪЧжИФЃОпКЯФЃЦ№ИпбЙЫљашвЊЕФСІЃЌгааЉЛњЦїПЩвдЕїНкЫјФЃСІЃЌгааЉдђВЛФмЁЃ
..............................
ПЮГЬФПБъЃКЭЈЙ§ХрбЕЪЙБЃШЋШЫдБЖдзЂЫмЙЄвеЛљДЁжЊЪЖгавЛЖЈШЯЪЖЃЌ
СІељШУБЃШЋШЫдБЕФШЯжЊЫЎЦНДяЕНвЊЧѓЁЃ
ПЮГЬФкШнЃК
1ЁЂзЂЫмЩшБИ/ЙЄзА
2ЁЂзЂЫмЩшБИ/ЙЄзАВЛСМЖджЦМўЕФгАЯь
зЂЫмЙ§ГЬВЮЪ§ЙЄвеЕФЮхДѓвЊЫи
1ЁЂЮТЖШЃК
AЁЂгЭЮТЃКЖдгквКбЙЛњЖјбдЪЧгЩгкЛњЦїЕФВЛЭЃдЫзївКбЙгЭдЫЖЏФІВСЖјВњЩњЕФШШФмЃЌ
ЫќЪЧгЩРфШДЫЎРДПижЦЃЌдкПЊЛњЪБвЊШЗШЯгЭЮТдк45ЁцзѓгвЃЌШєгЭЮТЙ§ИпЛђЙ§ЕЭОљЛсгАЯьбЙСІЕФДЋЕнЁЃ
BЁЂСЯЮТЃКМДХкЭВЮТЖШЃЌДЫЮТЖШвЊИљОнВФСЯКЭВњЦЗЕФаЮзДКЭЙІФмШЅЩшЖЈЃЌ
ШєгаЮФМўдђИљОнЮФМўШЅЩшЖЈЫќЁЃ
CЁЂФЃЮТЃКДЫЮТЖШвВЪЧвЛИіживЊЕФВЮЪ§ЃЌЫќЕФИпЕЭЖдгкВњЦЗЕФадФмгАЯьКмДѓ
ЃЌЙЪЩшЖЈЪБвЛЖЈвЊПМТЧВњЦЗЕФЙІФмКЭНсЙЙЃЌЭЌЪБЛЙвЊПМТЧЕНВФСЯКЭжмЦкЁЃ
2ЁЂЫйЖШЃК
AЁЂПЊКЯФЃЕФЫйЖШЩшЖЈЃЌПЊКЯФЃЕФЩшЖЈвЛАуЪЧАДТ§ЁЊПьЁЊТ§ЕФдРэЃЌ
етбљЩшЖЈжївЊПМТЧЛњЦїЁЂФЃОпЁЂжмЦкШЅПМТЧЁЃ
BЁЂЖЅГіЩшЖЈЃКПЩИљОнВњЦЗЕФНсЙЙРДЩшЖЈЃЌНсЙЙИДдгЕФзюКУгУТ§ЫйЖЅГівЛаЉдйгУПьЫйЭбФЃЃЌЫѕЖЬжмЦкЁЃ
CЁЂЩфЫйЃКИљОнВњЦЗЕФДѓаЁЃЌНсЙЙШЅЩшЖЈЃЌШєНсЙЙИДдгНЯЮЊБкБЁЕФПЩПьЫй
ЃЌШєНсЙЙМђЕЅБкКёЕФПЩгУТ§ЫйЃЌЛЙвЊИљОнВФСЯЕФадФмЃЌгЩТ§ЕНПьЩшЖЈЁЃ
3ЁЂбЙСІЃК
AЁЂЩфНКбЙСІЃКИљОнВњЦЗЕФДѓаЁЃЌБкЕФКёБЁЃЌгЩЕЭЕНИпЃЌЕїЪдЪБПМТЧЦфЫћвђЫиЁЃ
BЁЂБЃбЙбЙСІЃКБЃбЙбЙСІжївЊЪЧШЗБЃВњЦЗЕФЖЈаЭЃЌЮШЖЈГпДчЃЌЦфЩшЖЈвВвЊИљОнВњЦЗЕФНсЙЙЁЂаЮзДРДЩшЖЈЁЃ
CЁЂЕЭбЙБЃЛЄбЙСІЃКДЫбЙСІжївЊЖдФЃОпЕФБЃЛЄзїгУЃЌЪЙФЃОпЕФЫ№ЛЕДяЕНзюЕЭЯоЖШЁЃ
DЁЂЫјФЃСІЃКЪЧжИФЃОпКЯФЃЦ№ИпбЙЫљашвЊЕФСІЃЌгааЉЛњЦїПЩвдЕїНкЫјФЃСІЃЌгааЉдђВЛФмЁЃ
..............................
ЩЯвЛЦЊЃКжэЩсЪЉЙЄЙЄвеВпЛЎ(PPT 52вГ)
ЯТвЛЦЊЃКЩаЮоЪ§Он