汽车车身装焊工艺培训教材(PPT 75页)
汽车车身装焊工艺培训教材(PPT 75页)内容简介
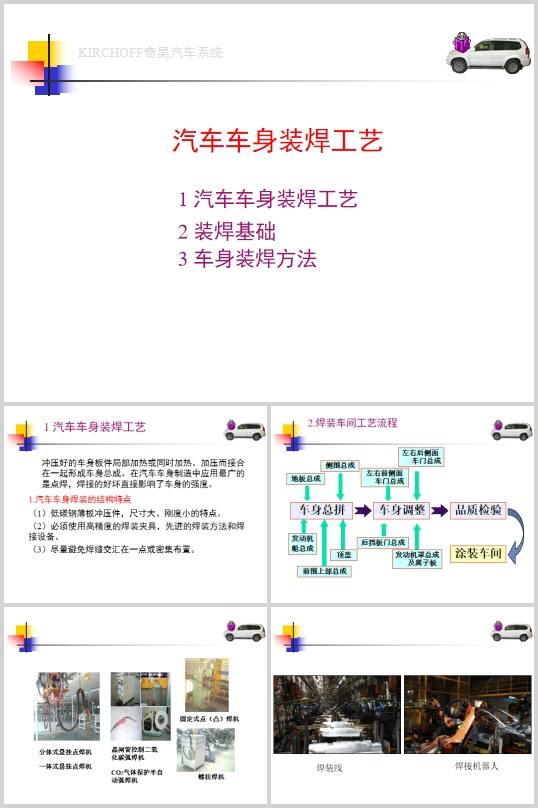
1汽车车身装焊工艺
2装焊基础
(一)、焊接基础
1.含义:焊接是利用加热或加压或两者并用的方法,
使焊件达到原子结合的一种加工方法。
其实质是使两个分离金属通过原子或分子间的相互扩散与结合
而形成一个不可拆卸的整体的过程,并且连接后不能再拆卸。
2.过程特点:钢材材料的熔化焊一般经历几个过程:
加热―熔化―冶金反应―结晶―固态相变―形成接头。
经历焊接热过程、化学冶金过程、金属结晶过程和相变过程。
3.焊接方法的分类
2车身装焊方法
一、电阻焊
电阻焊利用电流流经工件接触面及领近
区域产生的电阻热将其加热到熔化获塑性状态
,同时对焊接处加压完成焊接的一种方法。
电阻焊的优缺点:
优点:(1)焊接质量好;(2)生产率高;(3)省材料,
成本低;(4)劳动条件好;(5)操作简单,容易实现机械化和自动化。
缺点:(1)焊接设备费用较高,投资较大;(2)焊接电力网供电功率大
;(3)焊件的尺寸、形状和厚度受到设备的限制。
3.点焊
点焊:两焊件被压紧于两柱形电极之间并通以强大的电流,
利用电阻热将工件焊接区加热到形成应有尺寸的熔化核心为止,
然后切断电源,熔核在压力作用下冷却结晶形成焊点。
(6)电极压力的影响
电极压力对两电极间总电阻R有显著的影响,随着电极压力的增大,R显著减小,
此时焊接电流虽略有增加,但不能影响因R减小而引起的产热的减小
因此,焊接强度总是随着电极压力的增大而降低。
解决办法:
是在增大电极压力的同时,适当地增大焊接电流或延长焊接时间,
以弥补电阻减小的影响,可以保持焊接强度不变。
电极压力过小将引起飞溅,也会使焊点的强度降低。
点焊工艺参数参考表
..............................
2装焊基础
(一)、焊接基础
1.含义:焊接是利用加热或加压或两者并用的方法,
使焊件达到原子结合的一种加工方法。
其实质是使两个分离金属通过原子或分子间的相互扩散与结合
而形成一个不可拆卸的整体的过程,并且连接后不能再拆卸。
2.过程特点:钢材材料的熔化焊一般经历几个过程:
加热―熔化―冶金反应―结晶―固态相变―形成接头。
经历焊接热过程、化学冶金过程、金属结晶过程和相变过程。
3.焊接方法的分类
2车身装焊方法
一、电阻焊
电阻焊利用电流流经工件接触面及领近
区域产生的电阻热将其加热到熔化获塑性状态
,同时对焊接处加压完成焊接的一种方法。
电阻焊的优缺点:
优点:(1)焊接质量好;(2)生产率高;(3)省材料,
成本低;(4)劳动条件好;(5)操作简单,容易实现机械化和自动化。
缺点:(1)焊接设备费用较高,投资较大;(2)焊接电力网供电功率大
;(3)焊件的尺寸、形状和厚度受到设备的限制。
3.点焊
点焊:两焊件被压紧于两柱形电极之间并通以强大的电流,
利用电阻热将工件焊接区加热到形成应有尺寸的熔化核心为止,
然后切断电源,熔核在压力作用下冷却结晶形成焊点。
(6)电极压力的影响
电极压力对两电极间总电阻R有显著的影响,随着电极压力的增大,R显著减小,
此时焊接电流虽略有增加,但不能影响因R减小而引起的产热的减小
因此,焊接强度总是随着电极压力的增大而降低。
解决办法:
是在增大电极压力的同时,适当地增大焊接电流或延长焊接时间,
以弥补电阻减小的影响,可以保持焊接强度不变。
电极压力过小将引起飞溅,也会使焊点的强度降低。
点焊工艺参数参考表
..............................
下一篇:尚无数据