数控车循环指令(PPT 60页)
- 所属分类:
- 数控加工
- 文件大小:
- 13385 KB
- 下载地址:
- 相关资料:
- 数控车
数控车循环指令(PPT 60页)内容简介
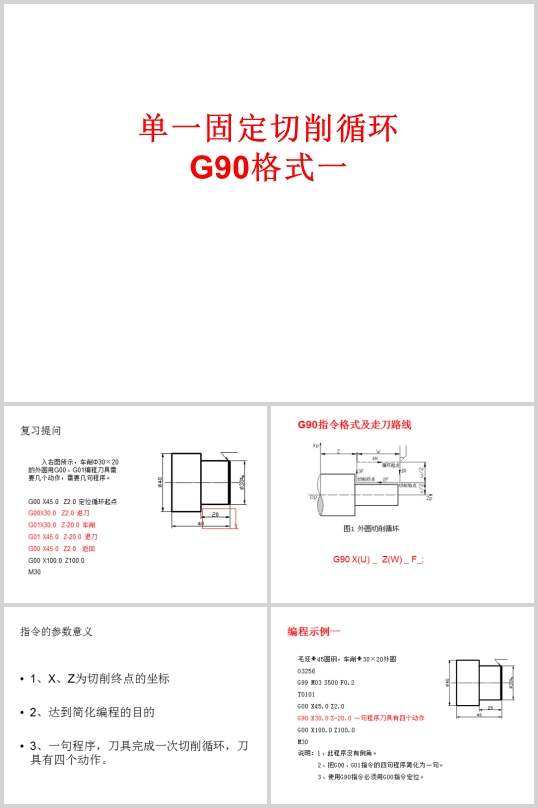
单一固定切削循环
G90格式一
复习提问
指令的参数意义
1、X、Z为切削终点的坐标
2、达到简化编程的目的
3、一句程序,刀具完成一次切削循环,刀具有四个动作。
G71路线图
G71指令格式及参数意义
1)指令格式
G71U△dRe;
G71PnsQnfU△uW△w
其中:G71为外圆粗车循环指令。
△d为每刀的背吃力量,半径值。一般45钢件取I~2mm,铝件取1・5~3mmo
e为退刀量,半径值。一般取0・5~1.0,外正,内负
ns为指定精加工路线的第一个程序段的段号。
nf为指定精加工路线的最后一个程序段的段号。
△u为X方向上的精加工余量,直径值,一般R0.5mm
△w为Z方向上的精加余量,一般取0・05-0.1mm
2)应用
用于棒料毛坯的加工。
用G70G71G75编程
G72走刀路线
C循环起点
..............................
复习提问
指令的参数意义
1、X、Z为切削终点的坐标
2、达到简化编程的目的
3、一句程序,刀具完成一次切削循环,刀具有四个动作。
G71路线图
G71指令格式及参数意义
1)指令格式
G71U△dRe;
G71PnsQnfU△uW△w
其中:G71为外圆粗车循环指令。
△d为每刀的背吃力量,半径值。一般45钢件取I~2mm,铝件取1・5~3mmo
e为退刀量,半径值。一般取0・5~1.0,外正,内负
ns为指定精加工路线的第一个程序段的段号。
nf为指定精加工路线的最后一个程序段的段号。
△u为X方向上的精加工余量,直径值,一般R0.5mm
△w为Z方向上的精加余量,一般取0・05-0.1mm
2)应用
用于棒料毛坯的加工。
用G70G71G75编程
G72走刀路线
C循环起点
..............................
下一篇:尚无数据