数控车椭圆加工培训教材(PPT 37页)
数控车椭圆加工培训教材(PPT 37页)内容简介
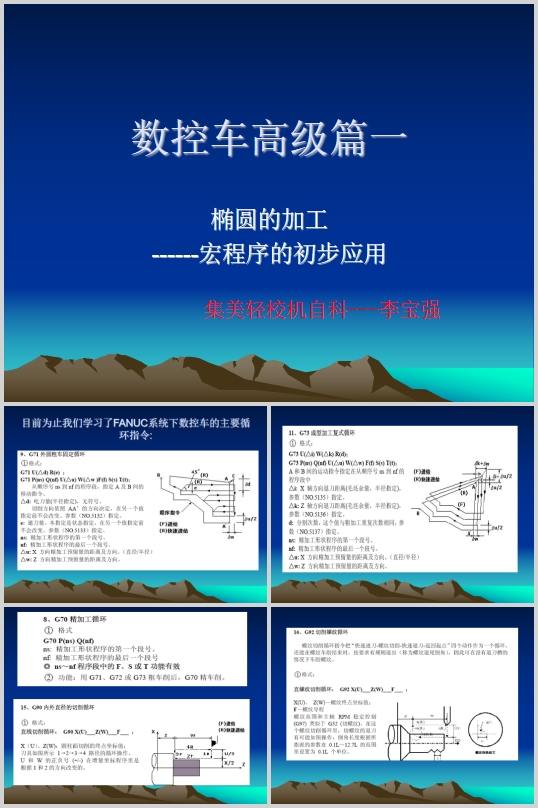
目前为止我们学习了FANUC系统下数控车的主要循环指令:
前面这几周我们练习过的题目
对前几周的要求:
踏踏实实的认真把指令弄清楚
作业要认真独立完成,没有做完的要充分利用时间完成
要独立在仿真软件上把工件加工出来
熟悉加工的工艺、尺寸的控制、摩耗的应用
椭圆的加工及宏程序的简单应用
下面我们看一道包含椭圆的轴的加工
加工过程:
用户宏程序(customMacro)
是以变量的组合,通过各种算术和逻辑运算、转移和循环等命令,
而编制的一种可以灵活运用的程序。通过改变变量的值,
来完成不同的加工和操作,有A、B两类。
A类宏程序格式为:
G65HmP#IQ#jR#k;
式中:m―宏程序功能,数值范围01~99;
#i―运算结果存放处的变量名;
#j―被操作的第一个变量,也可以是一个常数;
#k―被操作的第二变量,也可以是一个常数。
B类宏程序格式为:
(1)非模态调用(或单一调用G65)
G65P(程序号)L(自变量赋值);
式中:P――指定宏程序号;
L――重复调用次数(1~9999,调用1次时L可以省略)。
(2)模态调用(G66、G67)
G66P(程序号)L(重复次数)<自变量赋值>;
在书写时,G66必须写在<自变量赋值>之前。
L最多可9999次。
自变量赋值与非模态调用相同。
G67:取消宏程序模态调用方式。
1、变量的表示
3、变量的类型和功能
4、变量的运算和控制指令
5、控制指令
..............................
前面这几周我们练习过的题目
对前几周的要求:
踏踏实实的认真把指令弄清楚
作业要认真独立完成,没有做完的要充分利用时间完成
要独立在仿真软件上把工件加工出来
熟悉加工的工艺、尺寸的控制、摩耗的应用
椭圆的加工及宏程序的简单应用
下面我们看一道包含椭圆的轴的加工
加工过程:
用户宏程序(customMacro)
是以变量的组合,通过各种算术和逻辑运算、转移和循环等命令,
而编制的一种可以灵活运用的程序。通过改变变量的值,
来完成不同的加工和操作,有A、B两类。
A类宏程序格式为:
G65HmP#IQ#jR#k;
式中:m―宏程序功能,数值范围01~99;
#i―运算结果存放处的变量名;
#j―被操作的第一个变量,也可以是一个常数;
#k―被操作的第二变量,也可以是一个常数。
B类宏程序格式为:
(1)非模态调用(或单一调用G65)
G65P(程序号)L(自变量赋值);
式中:P――指定宏程序号;
L――重复调用次数(1~9999,调用1次时L可以省略)。
(2)模态调用(G66、G67)
G66P(程序号)L(重复次数)<自变量赋值>;
在书写时,G66必须写在<自变量赋值>之前。
L最多可9999次。
自变量赋值与非模态调用相同。
G67:取消宏程序模态调用方式。
1、变量的表示
3、变量的类型和功能
4、变量的运算和控制指令
5、控制指令
..............................
上一篇:数控车床编程篇(PPT 65页)
下一篇:尚无数据