钢结构工程施工培训教材(PPT 37页)
钢结构工程施工培训教材(PPT 37页)内容简介
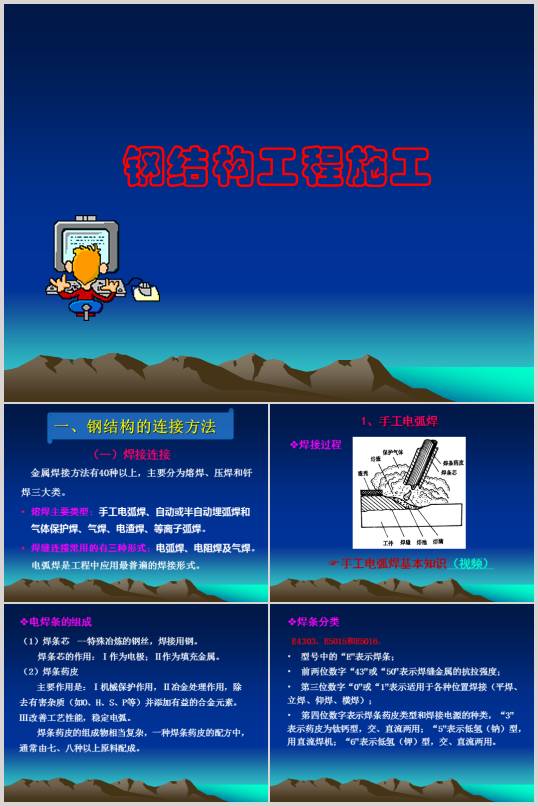
一、钢结构的连接方法
1、手工电弧焊
焊接过程
(1)焊条芯--特殊冶炼的钢丝,焊接用钢。
焊条芯的作用:Ⅰ作为电极;Ⅱ作为填充金属。
(2)焊条药皮
主要作用是:Ⅰ机械保护作用,Ⅱ冶金处理作用,除
去有害杂质(如O、H、S、P等)并添加有益的合金元素。
Ⅲ改善工艺性能,稳定电弧。
焊条药皮的组成物相当复杂,一种焊条药皮的配方中,
通常由七、八种以上原料配成。
E4303、E5015和E5016。
型号中的“E”表示焊条;
前两位数字“43”或“50”表示焊缝金属的抗拉强度;
第三位数字“0”或“1”表示适用于各种位置焊接(平焊、立焊、仰焊、横焊);
第四位数字表示焊条药皮类型和焊接电源的种类,“3”表示药皮为钛钙型,交、
直流两用;“5”表示低氢(钠)型,用直流焊机;“6”表示低氢(钾)型,交、直流两用。
手工电弧焊工艺
Ⅰ焊接的四种空间位置:
平焊、立焊、横焊和仰焊。
Ⅱ开坡口,以便能够焊透。坡口形式
Ⅲ焊接规范(焊条直径、焊接电流、电弧弧长、焊接速度)
2、埋弧自动焊
焊接过程(视频)
埋弧自动焊时,电弧引燃、焊丝送进、
电弧沿焊接方向移动及焊接收尾,完全由机械来完成。
特点及适用范围
生产率高
可以采用较大的焊接电流
焊接质量高
劳动条件好
埋弧自动焊一般限于水平位置焊缝的焊接
埋弧自动焊常用于焊接生产批量较大,
长而直的且处于水平位置的焊缝或直径较大(一般要大于500mm)的环焊缝。
3、气体保护焊
概念:
气体保护焊是利用气体作为保护介质的一种电弧焊方法。保护气
体有氩气、二氧化碳气体等。
气体保护焊的特点
与埋弧自动焊相比,可以适宜全位置焊接,焊后也不用清渣,从而
提高了焊接生产率。
与手工电弧焊相比,保护气流对电弧有压缩作用,热量集中,使焊
接熔池和热影响区较窄,变形和裂纹倾向较小。
气体保护焊不宜在室外有风的地方进行焊接,设备比较复杂。
焊缝质量等级的规定
一级焊缝要求对全部焊缝作外观检查及无损探伤检查;
二级焊缝除了要求对全部焊缝作外观检查外,还须对部分焊缝作超声波等无损检查;
三级焊缝只要求对全部焊缝作外观检查。
(二)螺栓连接
螺栓作为钢结构连接紧固件,通常用于构件间
的连接、固定、定位等。钢结构中的连接螺栓一般
分普通螺栓和高强度螺栓两种。普通螺栓或高强度
螺栓而不施加紧固力,该连接即为普通螺栓连接;
高强度螺栓并对螺栓施加紧固力,该连接称高强度
螺栓连接。
高强度螺栓连接按其受力状况,可分为摩擦型连接、
摩擦-承压型连接、承压型连接等几种类型,其中摩擦型
..............................
1、手工电弧焊
焊接过程
(1)焊条芯--特殊冶炼的钢丝,焊接用钢。
焊条芯的作用:Ⅰ作为电极;Ⅱ作为填充金属。
(2)焊条药皮
主要作用是:Ⅰ机械保护作用,Ⅱ冶金处理作用,除
去有害杂质(如O、H、S、P等)并添加有益的合金元素。
Ⅲ改善工艺性能,稳定电弧。
焊条药皮的组成物相当复杂,一种焊条药皮的配方中,
通常由七、八种以上原料配成。
E4303、E5015和E5016。
型号中的“E”表示焊条;
前两位数字“43”或“50”表示焊缝金属的抗拉强度;
第三位数字“0”或“1”表示适用于各种位置焊接(平焊、立焊、仰焊、横焊);
第四位数字表示焊条药皮类型和焊接电源的种类,“3”表示药皮为钛钙型,交、
直流两用;“5”表示低氢(钠)型,用直流焊机;“6”表示低氢(钾)型,交、直流两用。
手工电弧焊工艺
Ⅰ焊接的四种空间位置:
平焊、立焊、横焊和仰焊。
Ⅱ开坡口,以便能够焊透。坡口形式
Ⅲ焊接规范(焊条直径、焊接电流、电弧弧长、焊接速度)
2、埋弧自动焊
焊接过程(视频)
埋弧自动焊时,电弧引燃、焊丝送进、
电弧沿焊接方向移动及焊接收尾,完全由机械来完成。
特点及适用范围
生产率高
可以采用较大的焊接电流
焊接质量高
劳动条件好
埋弧自动焊一般限于水平位置焊缝的焊接
埋弧自动焊常用于焊接生产批量较大,
长而直的且处于水平位置的焊缝或直径较大(一般要大于500mm)的环焊缝。
3、气体保护焊
概念:
气体保护焊是利用气体作为保护介质的一种电弧焊方法。保护气
体有氩气、二氧化碳气体等。
气体保护焊的特点
与埋弧自动焊相比,可以适宜全位置焊接,焊后也不用清渣,从而
提高了焊接生产率。
与手工电弧焊相比,保护气流对电弧有压缩作用,热量集中,使焊
接熔池和热影响区较窄,变形和裂纹倾向较小。
气体保护焊不宜在室外有风的地方进行焊接,设备比较复杂。
焊缝质量等级的规定
一级焊缝要求对全部焊缝作外观检查及无损探伤检查;
二级焊缝除了要求对全部焊缝作外观检查外,还须对部分焊缝作超声波等无损检查;
三级焊缝只要求对全部焊缝作外观检查。
(二)螺栓连接
螺栓作为钢结构连接紧固件,通常用于构件间
的连接、固定、定位等。钢结构中的连接螺栓一般
分普通螺栓和高强度螺栓两种。普通螺栓或高强度
螺栓而不施加紧固力,该连接即为普通螺栓连接;
高强度螺栓并对螺栓施加紧固力,该连接称高强度
螺栓连接。
高强度螺栓连接按其受力状况,可分为摩擦型连接、
摩擦-承压型连接、承压型连接等几种类型,其中摩擦型
..............................