弯曲成形工艺培训课件(PPT 39页)
弯曲成形工艺培训课件(PPT 39页)内容简介
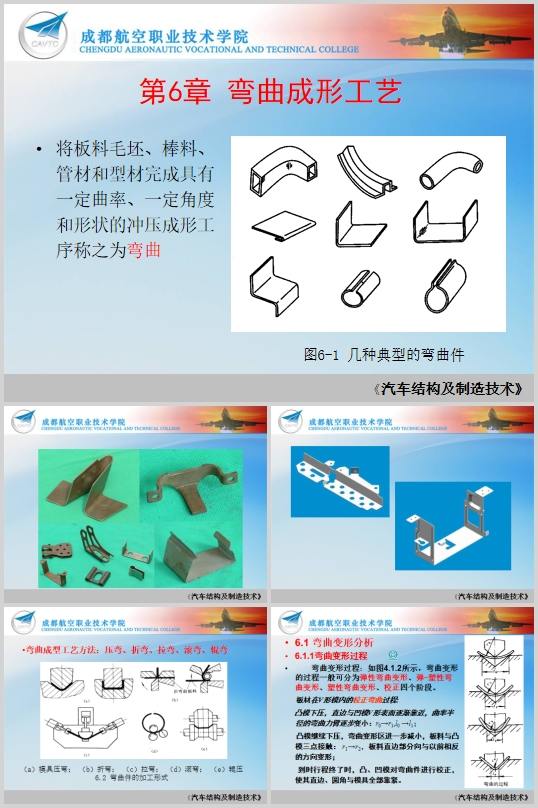
将板料毛坯、棒料、管材和型材完成具有一定曲率、
一定角度和形状的冲压成形工序称之为弯曲
弯曲成型工艺方法:压弯、折弯、拉弯、滚弯、辊弯
6.1弯曲变形分析
6.1.1弯曲变形过程
弯曲变形过程:如图4.1.2所示,
弯曲变形的过程一般可分为弹性弯曲变形、
弹-塑性弯曲变形、塑性弯曲变形、校正四个阶段。
板材在V形模内的校正弯曲过程:
凸模下压,直边与凹模V形表面逐渐靠近,
曲率半径的弯曲力臂逐步变小:r0→r1,l0→l1;
凸模继续下压,弯曲变形区进一步减小,板料与凸模三点接触
:r1→r2,板料直边部分向与以前相反的方向变形;
到时行程终了时,凸、凹模对弯曲件进行校正,
使其直边、圆角与模具全部靠紧。
图6.3弯曲前后坐标网的变化
1、圆角处为变形区
此处的正方形网格变成了扇形。在远离圆角的两直边,
没有变形,靠近圆角处的直边,有少量变形。
2、弯曲变形区的应变中性层
应变中型层是指在变形前后金属纤维的
长度没有发生改变的那一层金属纤维。
3、变形区材料厚度变薄的现象
变形程度愈大,变薄现象愈严重。
4、变形区横断面的变形
变形区横断面形状尺寸发生改变称为畸变。
主要影响因素为板料的相对宽度。
(窄板)b/t≤3:断面变成了内宽外窄的扇形
(宽板)b/t≥3:横断面几乎不变
板料在塑性弯曲时,变形区内的应力应变状态取决于
弯曲毛坯的相对宽度以及弯曲变形程度。
窄板弯曲的应力状态是平面的,应变状态是立体的。
宽板弯曲的应力状态是立体的,应变状态是平面的。
6.2.1弯曲件的回弹
卸载后弯曲件曲率和角度发生变化的现象,称为弯曲回弹(简称回弹)。
弯曲回弹表现为弯曲半径和弯曲中心角的变化。
弯曲回弹是不可避免的。
弯曲中心角α弯曲中心角α越大,弯曲后回弹角Δα越大。
曲件形状形状愈复杂,由于各部分相互牵制,回弹困难。
模具间隙弯曲模具的间隙愈大,回弹也愈大,
所以板料厚度允差愈大,回弹值愈不稳定。
模具圆角半径和摩擦等都对弯曲件回弹量有影响。
2、减少回弹的措施
(1)改进弯曲件设计和合理选材
..............................
一定角度和形状的冲压成形工序称之为弯曲
弯曲成型工艺方法:压弯、折弯、拉弯、滚弯、辊弯
6.1弯曲变形分析
6.1.1弯曲变形过程
弯曲变形过程:如图4.1.2所示,
弯曲变形的过程一般可分为弹性弯曲变形、
弹-塑性弯曲变形、塑性弯曲变形、校正四个阶段。
板材在V形模内的校正弯曲过程:
凸模下压,直边与凹模V形表面逐渐靠近,
曲率半径的弯曲力臂逐步变小:r0→r1,l0→l1;
凸模继续下压,弯曲变形区进一步减小,板料与凸模三点接触
:r1→r2,板料直边部分向与以前相反的方向变形;
到时行程终了时,凸、凹模对弯曲件进行校正,
使其直边、圆角与模具全部靠紧。
图6.3弯曲前后坐标网的变化
1、圆角处为变形区
此处的正方形网格变成了扇形。在远离圆角的两直边,
没有变形,靠近圆角处的直边,有少量变形。
2、弯曲变形区的应变中性层
应变中型层是指在变形前后金属纤维的
长度没有发生改变的那一层金属纤维。
3、变形区材料厚度变薄的现象
变形程度愈大,变薄现象愈严重。
4、变形区横断面的变形
变形区横断面形状尺寸发生改变称为畸变。
主要影响因素为板料的相对宽度。
(窄板)b/t≤3:断面变成了内宽外窄的扇形
(宽板)b/t≥3:横断面几乎不变
板料在塑性弯曲时,变形区内的应力应变状态取决于
弯曲毛坯的相对宽度以及弯曲变形程度。
窄板弯曲的应力状态是平面的,应变状态是立体的。
宽板弯曲的应力状态是立体的,应变状态是平面的。
6.2.1弯曲件的回弹
卸载后弯曲件曲率和角度发生变化的现象,称为弯曲回弹(简称回弹)。
弯曲回弹表现为弯曲半径和弯曲中心角的变化。
弯曲回弹是不可避免的。
弯曲中心角α弯曲中心角α越大,弯曲后回弹角Δα越大。
曲件形状形状愈复杂,由于各部分相互牵制,回弹困难。
模具间隙弯曲模具的间隙愈大,回弹也愈大,
所以板料厚度允差愈大,回弹值愈不稳定。
模具圆角半径和摩擦等都对弯曲件回弹量有影响。
2、减少回弹的措施
(1)改进弯曲件设计和合理选材
..............................
下一篇:尚无数据