焊接工艺评定报告(DOC 20页)
焊接工艺评定报告(DOC 20页)内容简介
(J)备注
(kN)抗拉强度
(mm)弯心直径
(mm)横截面积
(MPa)断裂部位
(V)焊接速度
(mm)弯曲角度
(cm/min)线能量
(kj/cm)
(mm)缺口类型缺口位置试验温度
(mm)试样厚度
(mm2)最大载荷
(V)焊接速度
(℃)冲击吸收功
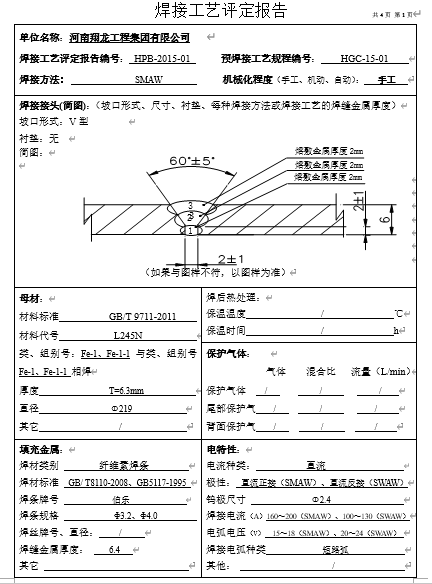
1.焊前须将坡口两侧20mm范围内的油污、
铁锈及其它杂质清除干净,直至露出金属光泽。
2.每焊完一道缝后,须彻底清除熔渣。
..............................
(kN)抗拉强度
(mm)弯心直径
(mm)横截面积
(MPa)断裂部位
(V)焊接速度
(mm)弯曲角度
(cm/min)线能量
(kj/cm)
(mm)缺口类型缺口位置试验温度
(mm)试样厚度
(mm2)最大载荷
(V)焊接速度
(℃)冲击吸收功
1.焊前须将坡口两侧20mm范围内的油污、
铁锈及其它杂质清除干净,直至露出金属光泽。
2.每焊完一道缝后,须彻底清除熔渣。
..............................
下一篇:尚无数据