钢筋闪光对焊工艺标准技术交底(DOC 7页)
钢筋闪光对焊工艺标准技术交底(DOC 7页)内容简介
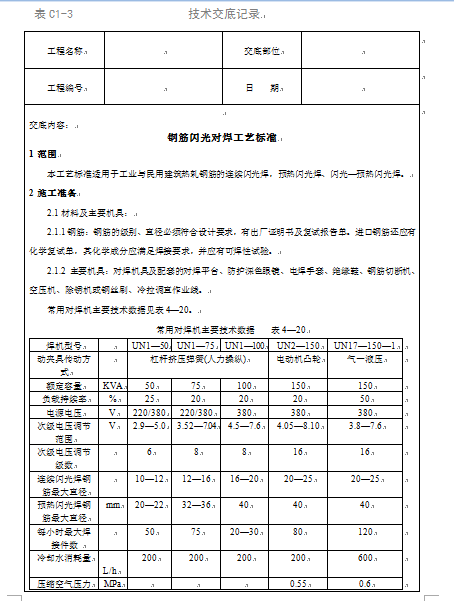
2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。
2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、
电焊手套、绝缘鞋、钢筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。
2.1材料及主要机具:
2.2作业条件:
2.2.1焊工必须持有有效的考试合格证。
2.2.2对焊机有配套装置、冷却水、压缩空气等应符合要求。
2.2.3电源应符合要求,当电源电压下降大于5%,小于8%时,
应采取适当提高焊接变压器级数的措施;大于8%时,不得进行焊接。
2.2.4作业场地应有安全防护设施,防火和必要的通风措施,
防止发生烧伤、触电及火灾等事故。
2.2.5熟悉料单,弄清接头位置,做好技术交底。
2.修整电极钳口或更换已变形的电极
2.减慢烧化速度
2.加快临近顶锻时的烧化速度
2.加快烧化速度,缩短焊接时间
2.提高变压器级数
2.清除电极内表面的氧化物
2.避免烧化过程过分强烈
2.采取低频预热方法,增加预热强度
3接头中有氧化膜、未焊透或夹渣
1.增加预热程度
3操作工艺
3.1工艺流程:
3.1.1连续闪光对焊工艺过程:
3.1.2预热闪光对焊工艺过程:
3.1.3闪光-预热闪光对焊工艺过程
..............................
进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。
2.1.2主要机具:对焊机具及配套的对焊平台、防护深色眼镜、
电焊手套、绝缘鞋、钢筋切断机、空压机、除锈机或钢丝刷、冷拉调直作业线。
2.1材料及主要机具:
2.2作业条件:
2.2.1焊工必须持有有效的考试合格证。
2.2.2对焊机有配套装置、冷却水、压缩空气等应符合要求。
2.2.3电源应符合要求,当电源电压下降大于5%,小于8%时,
应采取适当提高焊接变压器级数的措施;大于8%时,不得进行焊接。
2.2.4作业场地应有安全防护设施,防火和必要的通风措施,
防止发生烧伤、触电及火灾等事故。
2.2.5熟悉料单,弄清接头位置,做好技术交底。
2.修整电极钳口或更换已变形的电极
2.减慢烧化速度
2.加快临近顶锻时的烧化速度
2.加快烧化速度,缩短焊接时间
2.提高变压器级数
2.清除电极内表面的氧化物
2.避免烧化过程过分强烈
2.采取低频预热方法,增加预热强度
3接头中有氧化膜、未焊透或夹渣
1.增加预热程度
3操作工艺
3.1工艺流程:
3.1.1连续闪光对焊工艺过程:
3.1.2预热闪光对焊工艺过程:
3.1.3闪光-预热闪光对焊工艺过程
..............................