工艺系统刚度对加工精度的影响概述(PPT 33页)
- 所属分类:
- 工艺技术
- 文件大小:
- 1001 KB
- 下载地址:
- 相关资料:
- 工艺系统
工艺系统刚度对加工精度的影响概述(PPT 33页)内容简介
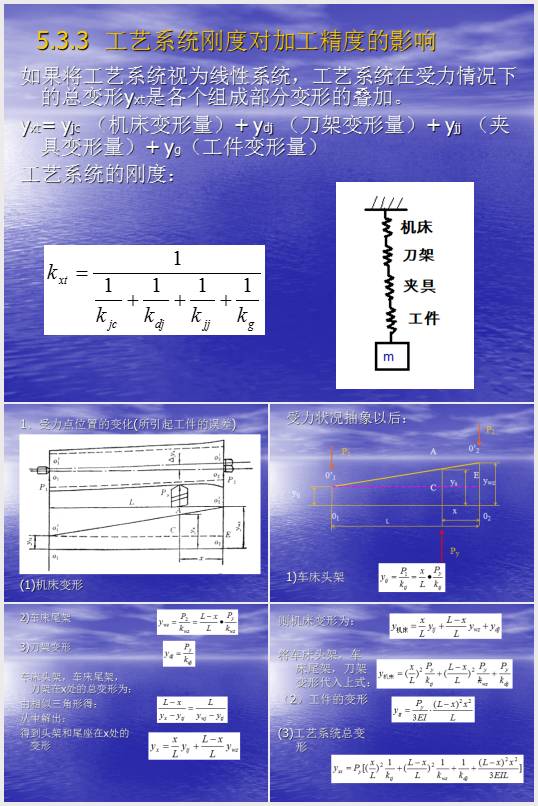
5.3.3 工艺系统刚度对加工精度的影响
1、受力点位置的变化(所引起工件的误差)
受力状况抽象以后:
设有误差复映系数△工=ε△坯,ε的数量级
3、传动力、惯性力、重力和其它作用力的变化
(2)机床部件和工件本身的重量引起的加工误差
(3)夹紧变形引起的误差
4、夹具刚度对加工精度的影响
5.3.4 减小工艺系统受力变形和提高工艺系统刚度的措施
5.4 工艺系统热变形产生的误差
工艺系统的热源
5.4.2 机床热变形对加工精度的影响
2、刨床6小时可以抬高0.2―0.3mm (B650)
一般刀具热变形量可达0.03~0.05毫米。
5.4.4 工件的热变形对加工精度的影响
不对称受热
5.4.5 环境温度对加工精度的影响
5.4.6 热变形的控制措施
5.5.1 系统误差与偶然误差的概念
5.5.2 加工误差的综合
3、系统性误差和随机性误差相加则用算术法
5.5.3 分析加工精度的统计方法
(1)技术特征 (纯属偶然因素)(充要特征)
(2)主参数
(3)图形识别
图形识别
结束
..............................
1、受力点位置的变化(所引起工件的误差)
受力状况抽象以后:
设有误差复映系数△工=ε△坯,ε的数量级
3、传动力、惯性力、重力和其它作用力的变化
(2)机床部件和工件本身的重量引起的加工误差
(3)夹紧变形引起的误差
4、夹具刚度对加工精度的影响
5.3.4 减小工艺系统受力变形和提高工艺系统刚度的措施
5.4 工艺系统热变形产生的误差
工艺系统的热源
5.4.2 机床热变形对加工精度的影响
2、刨床6小时可以抬高0.2―0.3mm (B650)
一般刀具热变形量可达0.03~0.05毫米。
5.4.4 工件的热变形对加工精度的影响
不对称受热
5.4.5 环境温度对加工精度的影响
5.4.6 热变形的控制措施
5.5.1 系统误差与偶然误差的概念
5.5.2 加工误差的综合
3、系统性误差和随机性误差相加则用算术法
5.5.3 分析加工精度的统计方法
(1)技术特征 (纯属偶然因素)(充要特征)
(2)主参数
(3)图形识别
图形识别
结束
..............................