热流道结构组成及培训(PPT32页)
- 所属分类:
- 企业培训
- 文件大小:
- 561 KB
- 下载地址:
- 相关资料:
- 热流道
热流道结构组成及培训(PPT32页)内容简介
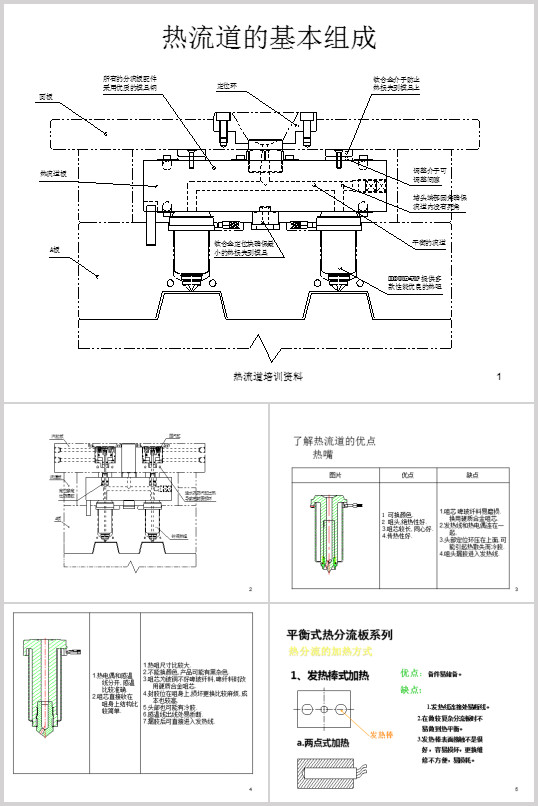
安装
1、发热棒式加热
优点:备件易储备。
缺点:
1.发热线连接处易断线。
2.在做较复杂分流板时不
易做到热平衡。
3.发热棒表面接触不是很
好,容易损坏,更换维
修不方便,易损耗。
b.四点式加热
优点:功率大,热量分布均匀。
缺点:1.发热线连接处易断线。
a.添加附加物,在发热线上覆盖附加物。
如YUDO附加青铜、DME附加固化物。(见附图)
优点:热损失较少、加热较充分。
缺点:成本较高、更换维修不方便。
b.不加附加物,如MOULD-TIP形式。(见附图)
优点:热量分布均匀,更换维修方便,成本底。
缺点:有少量热散失。
加热片式加热
直接在分流板上覆盖一层含发热线的加热片,但因造价高、不能维修,所以不经常使用。
1、传统的深孔钻加工流道
特点:需专用的深孔加工设备,保证其流道孔的光洁
度要求,加工完成后一般采用两种方式堵流道孔。
a.堵头式b镶件式
特点:将分流板分开两半,分别用电脑锣加工流道,可
得到较光滑、无死角的流道,然后再用先进的扩
散焊工艺将两块板焊接在一起。但加工工艺复杂,
且成本比较昂贵,所以很少使用。
如何选择热流道
1 要知道该模具为什么要用热流道
产量大(成本)难成型
热流道系统的优点:缩短加工周期,提高效率。
代替冷浇道,从而不产生料把,水口料无需再粉碎。
提高产品一致性,提高产品质量。改善浇口外观。
降低产品应力,减少产品变形。采用阀浇口,
进行分步注塑,加工制造不同规格尺寸的零件系列。
2选择进胶的方式
点胶口大水口针阀胶口
4热嘴的型号选择
根据过胶量选择热嘴大小
5:运水的设计要正确设计浇口冷却系统,
当浇口冷却不充分时,会使加工周期变长,
有时会产生流延现象。一般冷却水孔距封胶位最小8mm,
对一些表面要求较严格的产品可采用运水套的冷却形式。
6客户对热流道设计的评判.平衡流道及温度分布设计,各温控区单独控制。
正确浇口的结构与尺寸,保证型腔充分填充。
针阀式浇口及时关闭。流道无死角区域,保证快速换色,防止材料降解。
7典型案例:叠层模和顺序控制模具,气辅热流道模具
..............................
1、发热棒式加热
优点:备件易储备。
缺点:
1.发热线连接处易断线。
2.在做较复杂分流板时不
易做到热平衡。
3.发热棒表面接触不是很
好,容易损坏,更换维
修不方便,易损耗。
b.四点式加热
优点:功率大,热量分布均匀。
缺点:1.发热线连接处易断线。
a.添加附加物,在发热线上覆盖附加物。
如YUDO附加青铜、DME附加固化物。(见附图)
优点:热损失较少、加热较充分。
缺点:成本较高、更换维修不方便。
b.不加附加物,如MOULD-TIP形式。(见附图)
优点:热量分布均匀,更换维修方便,成本底。
缺点:有少量热散失。
加热片式加热
直接在分流板上覆盖一层含发热线的加热片,但因造价高、不能维修,所以不经常使用。
1、传统的深孔钻加工流道
特点:需专用的深孔加工设备,保证其流道孔的光洁
度要求,加工完成后一般采用两种方式堵流道孔。
a.堵头式b镶件式
特点:将分流板分开两半,分别用电脑锣加工流道,可
得到较光滑、无死角的流道,然后再用先进的扩
散焊工艺将两块板焊接在一起。但加工工艺复杂,
且成本比较昂贵,所以很少使用。
如何选择热流道
1 要知道该模具为什么要用热流道
产量大(成本)难成型
热流道系统的优点:缩短加工周期,提高效率。
代替冷浇道,从而不产生料把,水口料无需再粉碎。
提高产品一致性,提高产品质量。改善浇口外观。
降低产品应力,减少产品变形。采用阀浇口,
进行分步注塑,加工制造不同规格尺寸的零件系列。
2选择进胶的方式
点胶口大水口针阀胶口
4热嘴的型号选择
根据过胶量选择热嘴大小
5:运水的设计要正确设计浇口冷却系统,
当浇口冷却不充分时,会使加工周期变长,
有时会产生流延现象。一般冷却水孔距封胶位最小8mm,
对一些表面要求较严格的产品可采用运水套的冷却形式。
6客户对热流道设计的评判.平衡流道及温度分布设计,各温控区单独控制。
正确浇口的结构与尺寸,保证型腔充分填充。
针阀式浇口及时关闭。流道无死角区域,保证快速换色,防止材料降解。
7典型案例:叠层模和顺序控制模具,气辅热流道模具
..............................