制程标准工时计算范例(PPT 53页)
- 所属分类:
- 工厂管理
- 文件大小:
- 929 KB
- 下载地址:
- 相关资料:
- 标准工时
制程标准工时计算范例(PPT 53页)内容简介
成型製程
一般加工製程
網版印刷製程
硬鍍(Hard coating)製程
蒸著(濺鍍)製程
超音波清洗製程
純噴漆製程
噴漆製程
噴漆合併其他製程
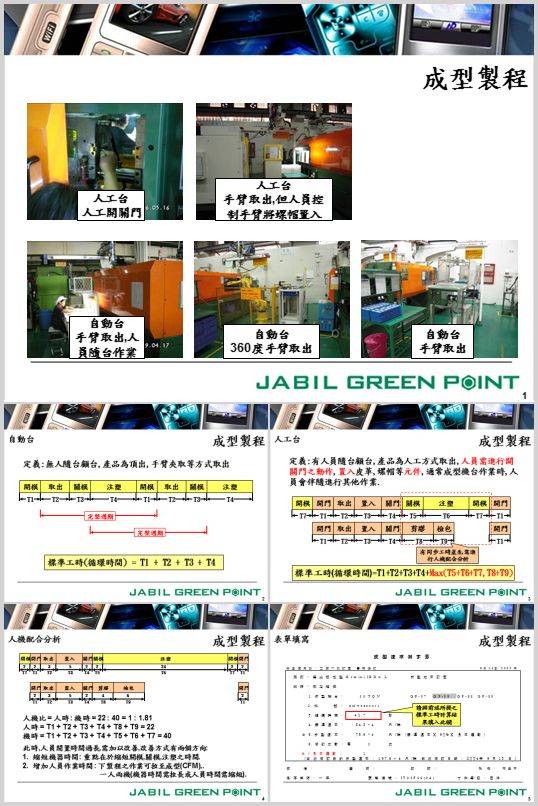
定義:有人員隨台顧台,產品為人工方式取出,人員需進行開關門之動作
,置入皮革,螺帽等元件,通常成型機台作業時,人員會伴隨進行其他作業.
人機比 = 人時 : 機時 = 22 : 40 = 1 : 1.81
人時 = T1 + T2 + T3 + T4 + T8 + T9 = 22
機時 = T1 + T2 + T3 + T4 + T5 + T6 + T7 = 40
此時,人員閒置時間過長,需加以改善,改善方式有兩個方向:
縮短機器時間 : 重點在於縮短開模,關模,注塑之時間.
增加人員作業時間 : 下製程之作業可拉至成型(CFM),.
一人兩機(機器時間需拉長或人員時間需縮短).
必須將所有之作業考量在內,特別是非每pc執行之作業,但不含不正常作業部份.
有時入庫單位並非以最終成品之單位來計算. (
舉例說明,薄膜先裁切成兩大片,這時是以中片入庫還是小片.)
檢驗部分需確認是否為破壞性檢驗. (舉例說明,Hard Coating需進行百格檢驗,
其每盤有60pc,每爐5盤,每盤需抽 2 pc測試,則其每爐之產出應為290
pc,而非 300 pc,每爐工時需用 290 pc 來分擔計算.)
..............................
一般加工製程
網版印刷製程
硬鍍(Hard coating)製程
蒸著(濺鍍)製程
超音波清洗製程
純噴漆製程
噴漆製程
噴漆合併其他製程
定義:有人員隨台顧台,產品為人工方式取出,人員需進行開關門之動作
,置入皮革,螺帽等元件,通常成型機台作業時,人員會伴隨進行其他作業.
人機比 = 人時 : 機時 = 22 : 40 = 1 : 1.81
人時 = T1 + T2 + T3 + T4 + T8 + T9 = 22
機時 = T1 + T2 + T3 + T4 + T5 + T6 + T7 = 40
此時,人員閒置時間過長,需加以改善,改善方式有兩個方向:
縮短機器時間 : 重點在於縮短開模,關模,注塑之時間.
增加人員作業時間 : 下製程之作業可拉至成型(CFM),.
一人兩機(機器時間需拉長或人員時間需縮短).
必須將所有之作業考量在內,特別是非每pc執行之作業,但不含不正常作業部份.
有時入庫單位並非以最終成品之單位來計算. (
舉例說明,薄膜先裁切成兩大片,這時是以中片入庫還是小片.)
檢驗部分需確認是否為破壞性檢驗. (舉例說明,Hard Coating需進行百格檢驗,
其每盤有60pc,每爐5盤,每盤需抽 2 pc測試,則其每爐之產出應為290
pc,而非 300 pc,每爐工時需用 290 pc 來分擔計算.)
..............................