如何降低外协管路件系统漏堵故障率(PPT 42页)
- 所属分类:
- qc七大手法
- 文件大小:
- 7891 KB
- 下载地址:
- 相关资料:
- 故障率
如何降低外协管路件系统漏堵故障率(PPT 42页)内容简介
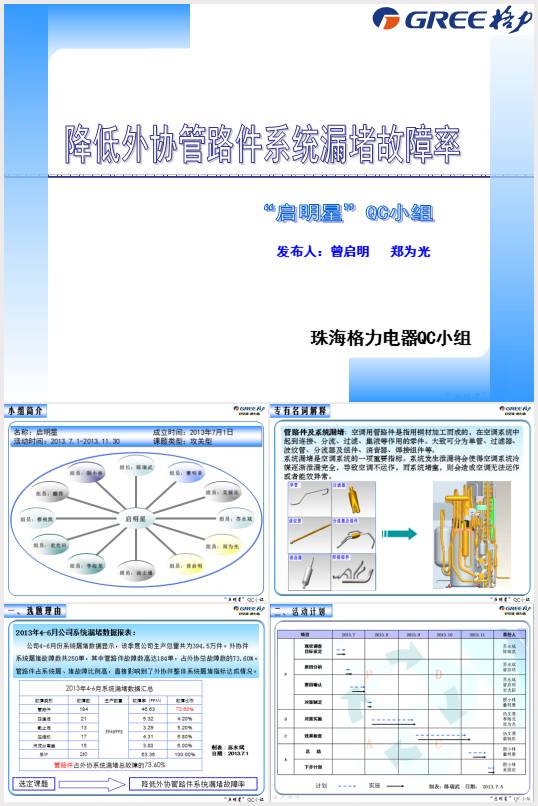
管路件及系统漏堵:空调用管路件是指用铜材加工而成的,
在空调系统中起到连接、分流、过滤、集液等作用的零件。大致可分为单管、
过滤器、波纹管、分流器及组件、消音器、焊接组件等。
系统漏堵是空调系统的一项重要指标。系统发生泄漏将会使得空调系统冷媒逐渐泄漏完全,
导致空调不运作,而系统堵塞,则会造成空调无法运作或者能效异常。
公司下半年的外协件系统漏堵总体目标已由上半年的80ppm下调至了60ppm,指标降低了25%。
为有效地达成公司总体目标,设定本项目的目标严于公司整体目标,
定为项目结束后管路件系统漏堵故障率下降30%。 即下降至46.63×(1-30%)=32.64ppm。
确定了主要症结并明确目标后,小组展开头脑风暴会议
,运用树图等质量工具深入分析管路件虚焊、
过烧及过渡结构不良的故障原因,共找到了9条末端因素。
要因一:焊工培训不足
标准:要求理论培训36课时,实操培训6个月以上,并取得焊工资格上岗证。
验证方法:
焊工为特殊工种,其在独立上岗前,必须通过三级培训合格后,再通过“师傅带徒弟、
一帮一”的方式实操培训6个月以上,经过理论、实操考试合格后才能正式上岗,
经检查员工培训记录及上岗证,焊工均经过足够培训后上岗,上岗证在有效期内。
要因二:焊工焊接经验不足
标准:通用焊接工艺规程要求焊接熔深60%以上,晶粒度要求≤0.1mm。
验证方法:
小组安排同一厂家不同焊工分别在不同班次进行焊接拔孔管产品集气管组件
(03632537),此种产品焊接难度较大,一个制品上有5个焊点,
安排A级焊工和C级焊工分别焊接,并且白班、晚班双班次都进行试验,各焊接10个样品,
共计40件,焊接后测量成品的最小焊接熔深并记录,对结果进行双因子方差分析,
因子焊工P=0<0.05,影响显著,因子班次P=0.472>0.05,因子交互作用P=0.315>0.05,
影响不显著,说明不同焊工对制品的焊接质量有较大影响,C级焊工(新入职焊工)焊接质量较差。
..............................
在空调系统中起到连接、分流、过滤、集液等作用的零件。大致可分为单管、
过滤器、波纹管、分流器及组件、消音器、焊接组件等。
系统漏堵是空调系统的一项重要指标。系统发生泄漏将会使得空调系统冷媒逐渐泄漏完全,
导致空调不运作,而系统堵塞,则会造成空调无法运作或者能效异常。
公司下半年的外协件系统漏堵总体目标已由上半年的80ppm下调至了60ppm,指标降低了25%。
为有效地达成公司总体目标,设定本项目的目标严于公司整体目标,
定为项目结束后管路件系统漏堵故障率下降30%。 即下降至46.63×(1-30%)=32.64ppm。
确定了主要症结并明确目标后,小组展开头脑风暴会议
,运用树图等质量工具深入分析管路件虚焊、
过烧及过渡结构不良的故障原因,共找到了9条末端因素。
要因一:焊工培训不足
标准:要求理论培训36课时,实操培训6个月以上,并取得焊工资格上岗证。
验证方法:
焊工为特殊工种,其在独立上岗前,必须通过三级培训合格后,再通过“师傅带徒弟、
一帮一”的方式实操培训6个月以上,经过理论、实操考试合格后才能正式上岗,
经检查员工培训记录及上岗证,焊工均经过足够培训后上岗,上岗证在有效期内。
要因二:焊工焊接经验不足
标准:通用焊接工艺规程要求焊接熔深60%以上,晶粒度要求≤0.1mm。
验证方法:
小组安排同一厂家不同焊工分别在不同班次进行焊接拔孔管产品集气管组件
(03632537),此种产品焊接难度较大,一个制品上有5个焊点,
安排A级焊工和C级焊工分别焊接,并且白班、晚班双班次都进行试验,各焊接10个样品,
共计40件,焊接后测量成品的最小焊接熔深并记录,对结果进行双因子方差分析,
因子焊工P=0<0.05,影响显著,因子班次P=0.472>0.05,因子交互作用P=0.315>0.05,
影响不显著,说明不同焊工对制品的焊接质量有较大影响,C级焊工(新入职焊工)焊接质量较差。
..............................