模具钳工操作规范(DOC 20页)
模具钳工操作规范(DOC 20页)内容简介
(1)丝锥折断部分在孔内时,
用钢丝插入攻槽中旋出或用小窄錾轻轻敲击丝锥周围取出。
在断丝锥处适量加点润滑液。
(1)工件在钻床工作台上安装不正确或松动;
(1)工件画线或安装不正确或未装牢,钻孔时移动;
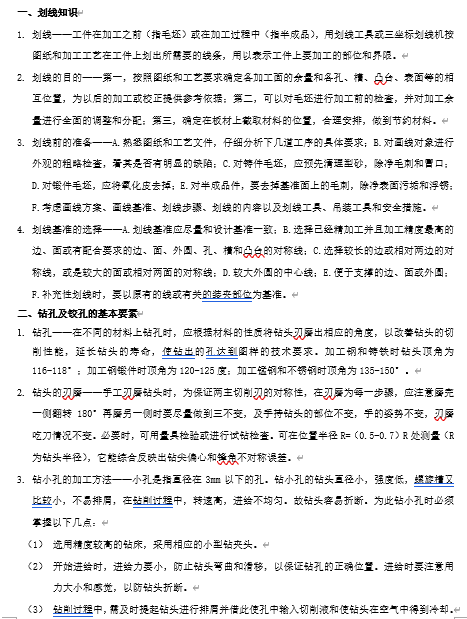
(1)选用精度较高的钻床,采用相应的小型钻夹头。
(1)钻床主轴的径向振摆不能太大,一般在0.05mm以内。
(1)工件夹紧要牢靠和正直,丝孔中心线要垂直于水平面。
(1)机铰时钻床主轴震摆,铰刀中心与孔中心不重合;
(1)铰刀刀刃的切削角是有方向的,在顺转时才起切削作用。
反转时不但不起切削作用,反而会磨损刀齿。
(1)铰刀切削刃磨钝以后,切削能力降低,对一部分加工余量产生挤压
(2)丝锥折断部分露出孔外,用钳子旋出或用窗錾轻轻剔出。
(2)工件夹紧要正确,丝孔轴心线应与钻床主轴轴心线重合,
不要歪斜太大,一般在0.05/100mm以内。
(2)开始进给时,进给力要小,防止钻头弯曲和滑移,
以保证钻孔的正确位置。进给时要注意用力大小和感觉,以防钻头折断。
(2)钻头回转时摇摆,进刀过急;
(2)钻床主轴与工作台不垂直
..............................
用钢丝插入攻槽中旋出或用小窄錾轻轻敲击丝锥周围取出。
在断丝锥处适量加点润滑液。
(1)工件在钻床工作台上安装不正确或松动;
(1)工件画线或安装不正确或未装牢,钻孔时移动;
(1)选用精度较高的钻床,采用相应的小型钻夹头。
(1)钻床主轴的径向振摆不能太大,一般在0.05mm以内。
(1)工件夹紧要牢靠和正直,丝孔中心线要垂直于水平面。
(1)机铰时钻床主轴震摆,铰刀中心与孔中心不重合;
(1)铰刀刀刃的切削角是有方向的,在顺转时才起切削作用。
反转时不但不起切削作用,反而会磨损刀齿。
(1)铰刀切削刃磨钝以后,切削能力降低,对一部分加工余量产生挤压
(2)丝锥折断部分露出孔外,用钳子旋出或用窗錾轻轻剔出。
(2)工件夹紧要正确,丝孔轴心线应与钻床主轴轴心线重合,
不要歪斜太大,一般在0.05/100mm以内。
(2)开始进给时,进给力要小,防止钻头弯曲和滑移,
以保证钻孔的正确位置。进给时要注意用力大小和感觉,以防钻头折断。
(2)钻头回转时摇摆,进刀过急;
(2)钻床主轴与工作台不垂直
..............................
下一篇:尚无数据