数控车床G41与G42刀补技术培训讲义(PPT 23页)
数控车床G41与G42刀补技术培训讲义(PPT 23页)内容简介
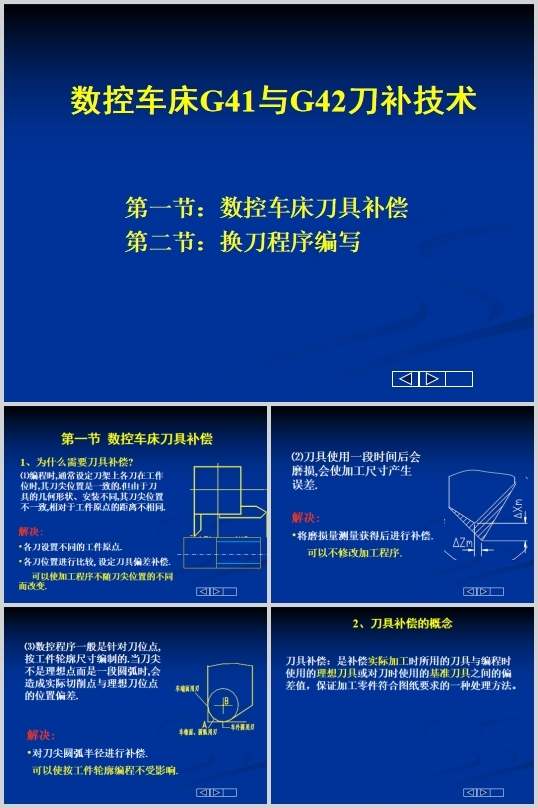
第一节数控车床刀具补偿
2、刀具补偿的概念
3、刀具补偿的种类
4、刀具的偏置补偿
⑴几何位置补偿
刀具几何位置补偿是用于补偿各刀具安装好后,其刀位点
(如刀尖)与编程时理想刀具或基准刀具刀位点的位置偏移的。
通常是在所用的多把车刀中选定一把车刀作基准车刀,对刀编程主要是以该车刀为准。
图示
补偿数据获取:
分别测出各刀尖相对于刀架基准面的偏离距离[X1,Z1]、[X2,Z2]、[X3,Z3]…
若选刀具1为对刀用的基准刀具,则各刀具的几何偏置分别为[Xj,Zj]
⑵磨损补偿
主要是针对某把车刀而言,当某把车刀批量加工一批零件后,
刀具自然磨损后而导致刀尖位置尺寸的改变,此即为该刀具的磨损补偿。
批量加工后,各把车刀都应考虑磨损补偿(包括基准车刀)
⑶刀具几何补偿的合成
若设定的刀具几何位置补偿和磨损补偿都有效存在时,实际几何补偿将是这两者的矢量和。
将某把车刀的几何偏置和磨损补偿值存入相应的刀补地址中。
当程序执行到含Txxxx的程序行的内容时,即自动到刀补地址中提取刀偏及刀补数据。
驱动刀架拖板进行相应的位置调整。
TXX00取消几何补偿。
对于有自动换刀功能的车床来说,执行T指令时,将先让刀架转位,
按刀具号选择好刀具后,再调整刀架拖板位置来实施刀补。
5、刀尖圆弧半径补偿
⑴刀具半径补偿的目的
若车削加工使用尖角车刀,刀位点即为刀尖,其编程轨迹和实际切削轨迹完全相同。
若使用带圆弧头车刀(精车时),在加工锥面或圆弧面时,会造成过切或少切。
为了保证加工尺寸的准确性,必须考虑刀尖圆角半径补偿以消除误差。
由于刀尖圆弧通常比较小(常用r1.2~1.6mm),
故粗车时可不考虑刀具半径补偿.
⑵刀具半径补偿的方法
人工预刀补:人工计算刀补量进行编程
机床自动刀补
⑶机床自动刀具半径补偿
机床自动刀补原理
..............................
2、刀具补偿的概念
3、刀具补偿的种类
4、刀具的偏置补偿
⑴几何位置补偿
刀具几何位置补偿是用于补偿各刀具安装好后,其刀位点
(如刀尖)与编程时理想刀具或基准刀具刀位点的位置偏移的。
通常是在所用的多把车刀中选定一把车刀作基准车刀,对刀编程主要是以该车刀为准。
图示
补偿数据获取:
分别测出各刀尖相对于刀架基准面的偏离距离[X1,Z1]、[X2,Z2]、[X3,Z3]…
若选刀具1为对刀用的基准刀具,则各刀具的几何偏置分别为[Xj,Zj]
⑵磨损补偿
主要是针对某把车刀而言,当某把车刀批量加工一批零件后,
刀具自然磨损后而导致刀尖位置尺寸的改变,此即为该刀具的磨损补偿。
批量加工后,各把车刀都应考虑磨损补偿(包括基准车刀)
⑶刀具几何补偿的合成
若设定的刀具几何位置补偿和磨损补偿都有效存在时,实际几何补偿将是这两者的矢量和。
将某把车刀的几何偏置和磨损补偿值存入相应的刀补地址中。
当程序执行到含Txxxx的程序行的内容时,即自动到刀补地址中提取刀偏及刀补数据。
驱动刀架拖板进行相应的位置调整。
TXX00取消几何补偿。
对于有自动换刀功能的车床来说,执行T指令时,将先让刀架转位,
按刀具号选择好刀具后,再调整刀架拖板位置来实施刀补。
5、刀尖圆弧半径补偿
⑴刀具半径补偿的目的
若车削加工使用尖角车刀,刀位点即为刀尖,其编程轨迹和实际切削轨迹完全相同。
若使用带圆弧头车刀(精车时),在加工锥面或圆弧面时,会造成过切或少切。
为了保证加工尺寸的准确性,必须考虑刀尖圆角半径补偿以消除误差。
由于刀尖圆弧通常比较小(常用r1.2~1.6mm),
故粗车时可不考虑刀具半径补偿.
⑵刀具半径补偿的方法
人工预刀补:人工计算刀补量进行编程
机床自动刀补
⑶机床自动刀具半径补偿
机床自动刀补原理
..............................
下一篇:尚无数据