粉末冶金元素粉轧制培训讲义(PPT 35页)
粉末冶金元素粉轧制培训讲义(PPT 35页)内容简介
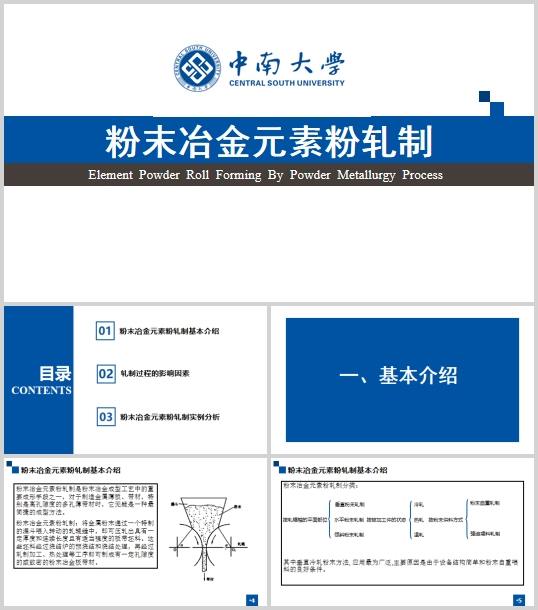
粉末性能的影响
3)粉末松装密度对带坯性能的影响
一般情况下,随着粉末松装密度的增大,所获得的带坯的密度和厚度也随之增加。
但是,当粉末的松装密度超过一定值后,带坯的密度和厚度不会继续线性增加。
大辊咬入区的粉末量比小辊咬入区的粉末量多,同理大辊压轧区粉末量也比小辊压轧区粉末量多。
因而,大辊轧制的带坯密度要比小辊轧制的带坯密度大。需要获得厚度大的带坯就必须加大咬入角和轧辊直径。
轧制时轧制速度由零开始逐步提高到某一临界值vk时,带坯的密度和厚度不会发生变化。
若继续提高到vm,则带材的密度和厚度便会逐渐下降。随后,带坯的密度会变得不均匀,甚至轧不成带。
增加辊缝,增加了单位时间进入轧机的粉末数量,从而增加了带材的厚度;但是增加辊缝值,
相应会减小轧辊对粉末体的轧制压力,从而减小生带材的密度。当轧辊辊缝值增大到一定程度时,
轧制压力就可能减小到以至于使粉末不能被轧制成形的程度。
轧制气氛的影响
..............................
3)粉末松装密度对带坯性能的影响
一般情况下,随着粉末松装密度的增大,所获得的带坯的密度和厚度也随之增加。
但是,当粉末的松装密度超过一定值后,带坯的密度和厚度不会继续线性增加。
大辊咬入区的粉末量比小辊咬入区的粉末量多,同理大辊压轧区粉末量也比小辊压轧区粉末量多。
因而,大辊轧制的带坯密度要比小辊轧制的带坯密度大。需要获得厚度大的带坯就必须加大咬入角和轧辊直径。
轧制时轧制速度由零开始逐步提高到某一临界值vk时,带坯的密度和厚度不会发生变化。
若继续提高到vm,则带材的密度和厚度便会逐渐下降。随后,带坯的密度会变得不均匀,甚至轧不成带。
增加辊缝,增加了单位时间进入轧机的粉末数量,从而增加了带材的厚度;但是增加辊缝值,
相应会减小轧辊对粉末体的轧制压力,从而减小生带材的密度。当轧辊辊缝值增大到一定程度时,
轧制压力就可能减小到以至于使粉末不能被轧制成形的程度。
轧制气氛的影响
..............................
下一篇:尚无数据