数控加工的程序编制培训教材(PPT 146页)
数控加工的程序编制培训教材(PPT 146页)内容简介
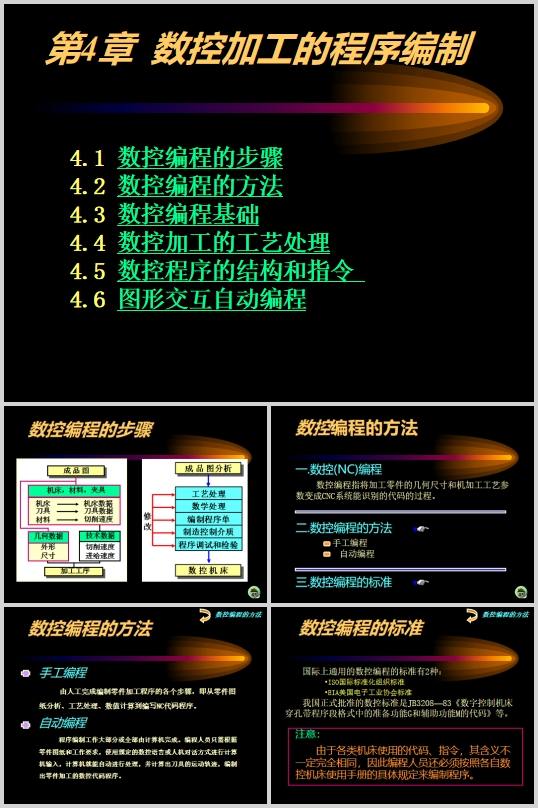
第4章数控加工的程序编制
数控编程的步骤
数控编程的方法
数控编程的标准
数控编程基础
坐标系统
右手直角笛卡尔坐标系
坐标系统的确定
Z轴
X轴
刀具旋转的机床
工件旋转的机床
无工作轴的机床
数控机床的参考点
机床零点M
工件零点W
工件零点选用原则
编程零点
零点的转移
定位点A
参考点R
滑板参考点F
主轴参考点F
刀具点P
切削边的位置
绝对坐标与增量(相对)坐标
数控加工的工艺处理
对刀点
换刀点
对刀点和换刀点示例
工序划分
加工余量
加工余量的确定
走刀路线
确定走刀路线原则
最短走刀路线的确定
最短的空行程路线
图例分析
最短的切削进给路线
孔加工走刀路线的分析
孔加工的尺寸关系
位置要求精度高的孔走刀路线
铣削走刀路线的分析
轮廓铣削走刀路线的确定
铣削凹槽的走刀路线分析
铣削曲面的走刀路线分析
车削走刀路线的分析
车圆锥的加工路线分析
车圆弧的加工路线分析
车螺纹时轴向进给距离的分析
选择加工刀具
切削用量的确定
数控程序的结构和指令
程序的组成
程序段说明
主程序和子程序
绝对坐标系和增量(相对)坐标系
G代码-准备功能指令
G00快速点定位
G01直线插补
G02/G03圆弧插补
G90绝对值编程
G91相对值(增量值)编程
G90/G91
G53-59及G92零点偏移
G17/G18/G19坐标平面选择
G40/G41/G42刀具半径(或直径)补偿
刀具半径补偿执行的建立与取消
G43/G44刀具长度补偿
G33/G34/G35螺纹切削指令
G33等螺距螺纹切削
G34增螺距螺纹切削
G35减螺距螺纹切削
G94进给速度单位为mm/min
G95进给速度单位为mm/rev
G04暂停
G81~G89固定循环
G96恒切削速度
G97恒转速
M代码-辅助功能指令
M00程序暂停
M01计划(任选)停止
M30程序结束并且回到程序起点
M03/M04主轴顺时针转/主轴逆时针转
M05主轴停止转动
M19主轴定向停止
M06换刀
M08/M09冷却液开/冷却液关
M10/M11夹紧/松开
图形交互自动编程
图形交互自动编程的步骤
1.零件图及加工工艺分析
2.几何造型
3.刀位轨迹的生成
4.后置处理
5.程序输出
加工仿真的含义
加工仿真实例――操场加工
商品化CAD/CAM软件
..............................
数控编程的步骤
数控编程的方法
数控编程的标准
数控编程基础
坐标系统
右手直角笛卡尔坐标系
坐标系统的确定
Z轴
X轴
刀具旋转的机床
工件旋转的机床
无工作轴的机床
数控机床的参考点
机床零点M
工件零点W
工件零点选用原则
编程零点
零点的转移
定位点A
参考点R
滑板参考点F
主轴参考点F
刀具点P
切削边的位置
绝对坐标与增量(相对)坐标
数控加工的工艺处理
对刀点
换刀点
对刀点和换刀点示例
工序划分
加工余量
加工余量的确定
走刀路线
确定走刀路线原则
最短走刀路线的确定
最短的空行程路线
图例分析
最短的切削进给路线
孔加工走刀路线的分析
孔加工的尺寸关系
位置要求精度高的孔走刀路线
铣削走刀路线的分析
轮廓铣削走刀路线的确定
铣削凹槽的走刀路线分析
铣削曲面的走刀路线分析
车削走刀路线的分析
车圆锥的加工路线分析
车圆弧的加工路线分析
车螺纹时轴向进给距离的分析
选择加工刀具
切削用量的确定
数控程序的结构和指令
程序的组成
程序段说明
主程序和子程序
绝对坐标系和增量(相对)坐标系
G代码-准备功能指令
G00快速点定位
G01直线插补
G02/G03圆弧插补
G90绝对值编程
G91相对值(增量值)编程
G90/G91
G53-59及G92零点偏移
G17/G18/G19坐标平面选择
G40/G41/G42刀具半径(或直径)补偿
刀具半径补偿执行的建立与取消
G43/G44刀具长度补偿
G33/G34/G35螺纹切削指令
G33等螺距螺纹切削
G34增螺距螺纹切削
G35减螺距螺纹切削
G94进给速度单位为mm/min
G95进给速度单位为mm/rev
G04暂停
G81~G89固定循环
G96恒切削速度
G97恒转速
M代码-辅助功能指令
M00程序暂停
M01计划(任选)停止
M30程序结束并且回到程序起点
M03/M04主轴顺时针转/主轴逆时针转
M05主轴停止转动
M19主轴定向停止
M06换刀
M08/M09冷却液开/冷却液关
M10/M11夹紧/松开
图形交互自动编程
图形交互自动编程的步骤
1.零件图及加工工艺分析
2.几何造型
3.刀位轨迹的生成
4.后置处理
5.程序输出
加工仿真的含义
加工仿真实例――操场加工
商品化CAD/CAM软件
..............................
下一篇:尚无数据