钢箱梁施工组织方案(DOC 24页)
- 所属分类:
- 工程设计
- 文件大小:
- 507 KB
- 下载地址:
- 相关资料:
- 施工组织方案
钢箱梁施工组织方案(DOC 24页)内容简介
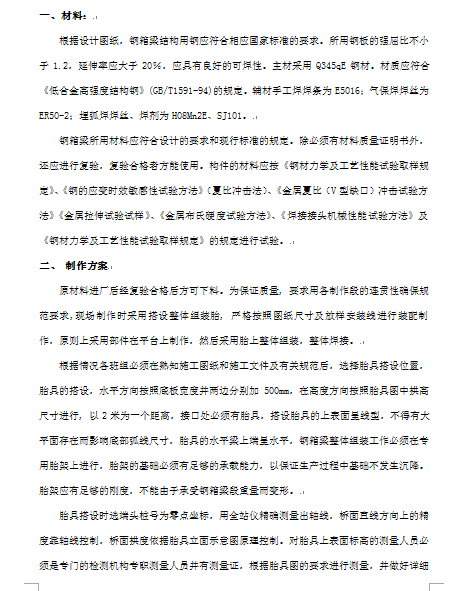
一、材料:
七、钢梁预拼装
三、放样、号料、切割
九、钢箱梁的运输
二、制作方案
五、钢梁的焊接
八、钢梁的涂装、编号
六、钢梁预防变形和矫正措施
(1)在施焊面放线,画出焊钉的准确位置。
(1)施焊点不得在有水分、直接雨淋下施工。
(1)材料:设计选用焊钉规格型号为ML-15规格φ22×170。
(1)输入焊接能量足够大,是保证获得优质电弧焊钉焊接接头的基本条件;
输入焊接区域的总能量与焊接电流、焊接时间和焊接电弧电压有关。
(1)采用专用螺柱(焊钉)焊机进行施工,其焊接设备设置专用配电箱及专用线路(从变压器引入)。
(10)稍停后,将焊枪从焊好的焊钉上提起,打碎并除去保护圈。
(11)焊后根部脚均匀、饱满,用榔头击成15-30度,焊缝不产生裂纹。
(2)其最低施焊温度为0度,低于0度时,必须进行点状预热,预热温度80-120度。
(2)对该点进行除锈、除漆、除油污处理,以露出金属光泽为准,并使施焊点局部平整。
(2)焊接设备:RZN-2500型螺柱焊机。普通交流弧焊机修补焊。修补焊用焊条E5015-E5016∮4。
(2)焊钉必须符合GB10433-89规范和设计要求。焊钉有锈蚀时,需经除锈后方可使用,
特别是焊钉和大头部位不可有锈蚀和污物,严重锈蚀的焊钉不可使用。
(2)电弧电压取决于电弧长度或焊钉距离工件的距离,调好距离电弧电压就基本不变,
所以输入能量只由焊接电流和焊接时间决定。
(3)注意采用正确的电源性,保证地线与工件连接牢固。
(3)电弧保护瓷环摆放就位且瓷环要保持干燥,为提高效益在瓷环旁边摆放好焊钉。
(3)采用直流正接。
(3)风天施工,焊工应站在风头,以防火花伤害。
(3)使用不同的焊接电流和焊接时间的组合,均可能得到相同的输入能量。
(3)焊接位置:横隔板上翼缘、浇筑混凝土处。具体位置见施工图纸。
(4)注意焊工保护和安全,并系好安全带。
(4)要保证焊钉焊接处的工件表面清洁。
(4)调整好焊接电流(1800A)和燃弧时间(1.2S)。
(5)熟练掌握焊机、焊枪性能,做好设备维护保养,焊枪卡具上出现焊瘤、
烧蚀或溅上熔渣时要及时清理,以便更换配件,确保施工顺利和熔焊质量。
..............................
七、钢梁预拼装
三、放样、号料、切割
九、钢箱梁的运输
二、制作方案
五、钢梁的焊接
八、钢梁的涂装、编号
六、钢梁预防变形和矫正措施
(1)在施焊面放线,画出焊钉的准确位置。
(1)施焊点不得在有水分、直接雨淋下施工。
(1)材料:设计选用焊钉规格型号为ML-15规格φ22×170。
(1)输入焊接能量足够大,是保证获得优质电弧焊钉焊接接头的基本条件;
输入焊接区域的总能量与焊接电流、焊接时间和焊接电弧电压有关。
(1)采用专用螺柱(焊钉)焊机进行施工,其焊接设备设置专用配电箱及专用线路(从变压器引入)。
(10)稍停后,将焊枪从焊好的焊钉上提起,打碎并除去保护圈。
(11)焊后根部脚均匀、饱满,用榔头击成15-30度,焊缝不产生裂纹。
(2)其最低施焊温度为0度,低于0度时,必须进行点状预热,预热温度80-120度。
(2)对该点进行除锈、除漆、除油污处理,以露出金属光泽为准,并使施焊点局部平整。
(2)焊接设备:RZN-2500型螺柱焊机。普通交流弧焊机修补焊。修补焊用焊条E5015-E5016∮4。
(2)焊钉必须符合GB10433-89规范和设计要求。焊钉有锈蚀时,需经除锈后方可使用,
特别是焊钉和大头部位不可有锈蚀和污物,严重锈蚀的焊钉不可使用。
(2)电弧电压取决于电弧长度或焊钉距离工件的距离,调好距离电弧电压就基本不变,
所以输入能量只由焊接电流和焊接时间决定。
(3)注意采用正确的电源性,保证地线与工件连接牢固。
(3)电弧保护瓷环摆放就位且瓷环要保持干燥,为提高效益在瓷环旁边摆放好焊钉。
(3)采用直流正接。
(3)风天施工,焊工应站在风头,以防火花伤害。
(3)使用不同的焊接电流和焊接时间的组合,均可能得到相同的输入能量。
(3)焊接位置:横隔板上翼缘、浇筑混凝土处。具体位置见施工图纸。
(4)注意焊工保护和安全,并系好安全带。
(4)要保证焊钉焊接处的工件表面清洁。
(4)调整好焊接电流(1800A)和燃弧时间(1.2S)。
(5)熟练掌握焊机、焊枪性能,做好设备维护保养,焊枪卡具上出现焊瘤、
烧蚀或溅上熔渣时要及时清理,以便更换配件,确保施工顺利和熔焊质量。
..............................