常用焊接方法概述(PPT 60页)
常用焊接方法概述(PPT 60页)内容简介
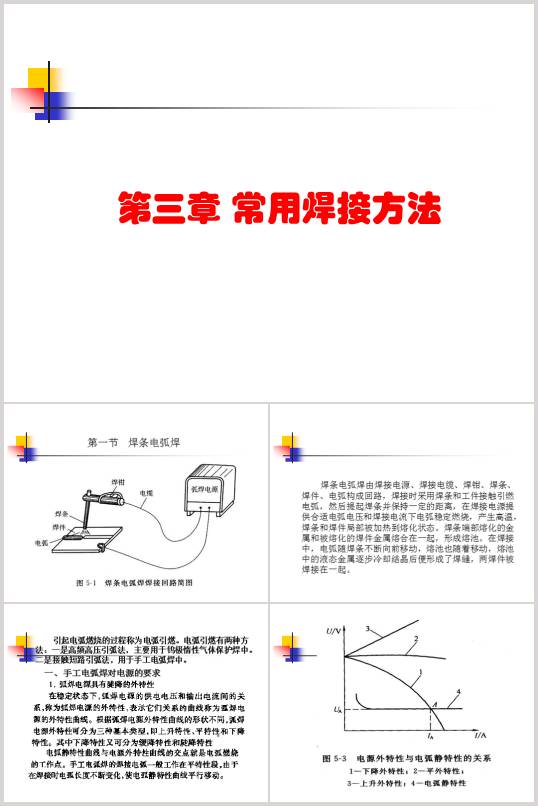
焊条电弧焊由焊接电源、焊接电缆、焊钳、焊条、焊件、电弧构成回路,
焊接时采用焊条和工件接触引燃电弧,然后提起焊条并保持一定的距离,
在焊接电源提供合适电弧电压和焊接电流下电弧稳定燃烧,产生高温,
焊条和焊件局部被加热到熔化状态。
焊条端部熔化的金属和被熔化的焊件金属熔合在一起,
形成熔池。在焊接中,电弧随焊条不断向前移动,熔池也随着移动,
熔池中的液态金属逐步冷却结晶后便形成了焊缝,两焊件被焊接在一起。
目前应用最广泛的“动铁式”交流焊机变压器结构简图如下。
它是一个结构特殊的降压变压器,属于动铁芯漏磁式类型。
焊机的空载电压为60~70V。工作电压为30V,电流调节范围为50~450A。
铁芯由两侧的静铁芯5和中间的动铁芯4组成,变压器的次级绕组分成两部分,
一部分紧绕在初级绕组1的外部,另一部分绕在铁芯的另一侧。
前一部分起建立电压的作用,后一部分相当于电感线圈。焊接时,
电感线圈的感抗电压降使电焊机获得较低的工作电压,
这是电焊机具有陡降外特性的原因。
焊接电流调节分为粗调、细调两档。
电流的细调靠移动铁芯4改变变压器的漏磁来实现。
向外移动铁芯,磁阻增大,漏磁减小,则电流增大,反之,
则电流减少。电流的粗调靠改变次级绕组的匝数来实现
..............................
焊接时采用焊条和工件接触引燃电弧,然后提起焊条并保持一定的距离,
在焊接电源提供合适电弧电压和焊接电流下电弧稳定燃烧,产生高温,
焊条和焊件局部被加热到熔化状态。
焊条端部熔化的金属和被熔化的焊件金属熔合在一起,
形成熔池。在焊接中,电弧随焊条不断向前移动,熔池也随着移动,
熔池中的液态金属逐步冷却结晶后便形成了焊缝,两焊件被焊接在一起。
目前应用最广泛的“动铁式”交流焊机变压器结构简图如下。
它是一个结构特殊的降压变压器,属于动铁芯漏磁式类型。
焊机的空载电压为60~70V。工作电压为30V,电流调节范围为50~450A。
铁芯由两侧的静铁芯5和中间的动铁芯4组成,变压器的次级绕组分成两部分,
一部分紧绕在初级绕组1的外部,另一部分绕在铁芯的另一侧。
前一部分起建立电压的作用,后一部分相当于电感线圈。焊接时,
电感线圈的感抗电压降使电焊机获得较低的工作电压,
这是电焊机具有陡降外特性的原因。
焊接电流调节分为粗调、细调两档。
电流的细调靠移动铁芯4改变变压器的漏磁来实现。
向外移动铁芯,磁阻增大,漏磁减小,则电流增大,反之,
则电流减少。电流的粗调靠改变次级绕组的匝数来实现
..............................