数控车培训教材(PDF 48页)
数控车培训教材(PDF 48页)内容简介
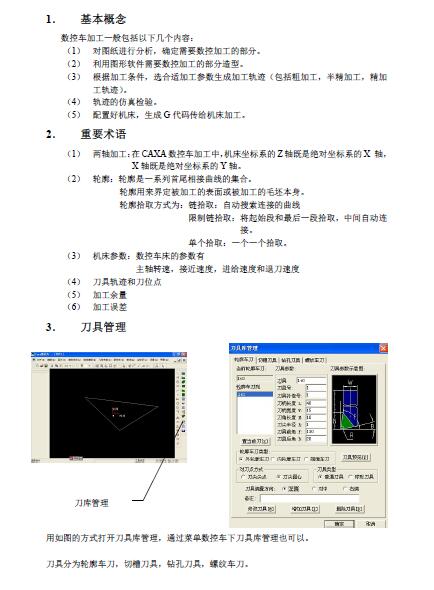
刀具分为轮廓车刀切槽刀具钻孔刀具螺纹车刀。
刀具前角:刀具前刃与工件旋转轴
刀具半径:刀具的半径。
刀具参数为
刀具参数如图:
刀具只能下切:
刀具号:用于后置的自动换刀指令。对
刀具名:用于刀具的标识和列表。
刀具引角:刀具切削段两侧边与垂
刀具补偿号:刀具补偿值的序列号其
刀具设置如下:
刀具长度:刀具的总体长度。
刀刃长度:刀具切削刃顶部的宽度。对
刀刃长度:刀具的刀杆可用于切削
刀尖半径补偿。
刀尖半径补偿:
刀尖半径:刀具切削刃两端圆弧的
刀尖半径:刀尖部分用于切削的圆
刀尖宽度:螺纹齿底宽度。
刀尖角度:钻头前段尖部的角度。
刀库管理
刀杆长度:刀尖到刀柄之间的距离。
刀柄宽度:刀具切削刃的宽度。
刀柄宽度:刀具可夹持段的宽度。
刀柄长度:刀具可夹持段的长度。
刀角长度:刀具可切削段的长度。
切削方向的夹角
切削用量:参数表的说明见轮廓粗车的说明。
切削行数:刀具轨迹的加工行数不包括最后一行的重复次数。
切削行数:精加工刀位轨迹的加工行数不包括最后一行的重复次数。
切削行距:精加工行与行之间的距离。
切削行距:行与行之间的距离。沿加工轮廓走刀一次称为一行。
切槽刀具:见刀库管理说明。
切槽加工参数
切槽表面类型:在参数表中首先确定被加工的是外轮廓还是内轮廓或端面。
切深步距:沿槽深方向进刀量。
功能介绍:基本曲线、曲线编辑、加工工具条等界面介绍。
功能:为非固定循环方式加工螺纹。
功能:实现对工件外轮廓表面、内轮廓表面和端面的粗车加工快速清除毛坯的多余
功能:实现对工件外轮廓表面、内轮廓表面和端面的精车加工。
功能:用于工件外轮廓表面内轮廓表面和端面切槽。
功能:钻旋转中心孔方式为:高速啄式深孔钻左攻丝精镗孔钻孔镗孔和反镗
加工余量:加工结束后加工表面与最终加工结果相比的剩余量。
加工余量:被加工表面未被加工部分的预留量
加工参数
加工参数:
加工如图的槽型操作过程如下
加工工艺类型:
加工工艺:
加工指令。
加工方向:
加工的区域如下:
加工的轨迹如下:
加工精度:
加工精度:对于直线和圆弧机床可以精确地加工机床将按给定的加工精度把
加工表面类型
加工角度:刀具切削方向与机床Z 轴正方向的夹角。
加工轨迹。
半径。
单个拾取:一个一个拾取。
单击直线按钮在左边菜单中选择绘图方式以坐标原点为起点绘制
去热处理钻好中心孔Ф10②
参数说明
参数说明:
及精车孔Φ40
反向走刀:
反向走刀:修改切槽平移步距的方向。
取”。拾取箭头方向与实际加工方向无关。
取螺纹的起点和终点。
另一段台阶
向为0)。
否: 刀具按缺省方向走刀即刀具从机床Z 轴正向向Z 轴负向移动。
否:假定刀具前后干涉角均为0 度对凹槽部分不做加工。
否:刀位行首末直接进退刀不加工行与行之间的轮廓。
讲解机床后置设置
设定好参数后确定。
设置好参数后确定用限制链拾取轮廓如图
设置好机床的后置
详细干涉检查:
距要求公差为0.1。零件图如图1、局部放大图图2 所示。
车端面:采用外端面车刀缺省加工方向角度为-90 度或270 度(与X 轴正方
轮廓。回车给定进退刀点。产生如图的轨迹。
轮廓拾取方式为:链拾取:自动搜索连接的曲线
轮廓用来界定被加工的表面或被加工的毛坯本身。
轮廓车刀类型为端面车刀参看下图。
轴度公差为0.02锥口表面粗糙度为0.8外台阶表面粗糙度为1.6内台阶中心
辊轮粗车实战
辊轮精车实战
进刀增量:深孔钻时每次进刀量或镗孔时每次侧进量。
进刀方式:
进刀段。
进刀量可以选择毫米/分(min)、毫米/转(rev)
进行刀尖半径计算。所生成代码在用于实际加工时应根据
退刀。
退刀方式:
退刀时沿轮廓走刀:
退刀段。
退刀距离:粗车槽中进行下一行切削前退刀到槽外的距离。
退刀距离:精加工中切削完一行之后进行下一行切削前退刀的距离。
退刀速度:刀具离开工件的速度。
选定区域如图:
选择轮廓如图:
选轮廓粗车如图并修改参数表面加工类型为车端面加工角度为-90
速度设定:
部分
部分的长度。
量的情况进行多次车削。
钻孔模式:钻孔方式。
钻孔深度:指要钻孔的深度。
钻孔车刀: 参看刀具管理说明。
钻孔速度:钻孔时的进给速度。
限制链拾取:将起始段和最后一段拾取中间自动连
零件“导套”图形比较简单尺寸的公差较大没有位置要求孔的表面粗
零件“管接头”图形要复杂一些其中Φ11.1 尺寸公差较小为0.05两
鼠标右键确定给定进退刀点(进退刀点在轮廓外拾取一点)
(1) 两轴加工:在CAXA 数控车加工中机床坐标系的Z 轴既是绝对坐标系的X 轴
(1) 对图纸进行分析确定需要数控加工的部分。
(1)绘图:绘制车削加工零件导套轮廓图形因为车削多为回转体加工
(1)绘图:绘制车削加工零件管接头轮廓图形只需半视的二维图就可以
(2) 利用图形软件需要数控加工的部分造型。
(2) 轮廓:轮廓是一系列首尾相接曲线的集合。
(2)参数填写完毕选择确认按钮即生成螺纹车削刀具轨迹。
(3) 机床参数:数控车床的参数有
(3) 根据加工条件选合适加工参数生成加工轨迹(包括粗加工半精加工精加
(3)生成G 代码。点击工具条中的图标再拾取相应的刀具轨迹即可生成加工指
(4) 刀具轨迹和刀位点
(4) 轨迹的仿真检验。
(5) 加工余量
(5) 配置好机床生成G 代码传给机床加工。
(6) 加工误差
(以上两步均可用对中型车刀一次车成)然后掉头粗车成
保证总长35。
再粗车内孔Φ40
再粗车内轮廓
再精车成内轮廓
最后后用切刀切断零件
最后车端面
粗车成一段台阶(不给余量)
粗车部分留一定余量(0.5mm)
图1 导套零件图
图1 管接头零件图
图2 导套机加工艺过程卡片
图2 局部放大图
图3 直线绘制示意图
图3 管接头机加工艺过程卡片
图4 直线绘制示意图
图4 轮廓示意图
图5 毛坯示意图
图5 轮廓示意图
图6 断点示意图
图6 毛坯示意图
图7 断点示意图
..............................
刀具前角:刀具前刃与工件旋转轴
刀具半径:刀具的半径。
刀具参数为
刀具参数如图:
刀具只能下切:
刀具号:用于后置的自动换刀指令。对
刀具名:用于刀具的标识和列表。
刀具引角:刀具切削段两侧边与垂
刀具补偿号:刀具补偿值的序列号其
刀具设置如下:
刀具长度:刀具的总体长度。
刀刃长度:刀具切削刃顶部的宽度。对
刀刃长度:刀具的刀杆可用于切削
刀尖半径补偿。
刀尖半径补偿:
刀尖半径:刀具切削刃两端圆弧的
刀尖半径:刀尖部分用于切削的圆
刀尖宽度:螺纹齿底宽度。
刀尖角度:钻头前段尖部的角度。
刀库管理
刀杆长度:刀尖到刀柄之间的距离。
刀柄宽度:刀具切削刃的宽度。
刀柄宽度:刀具可夹持段的宽度。
刀柄长度:刀具可夹持段的长度。
刀角长度:刀具可切削段的长度。
切削方向的夹角
切削用量:参数表的说明见轮廓粗车的说明。
切削行数:刀具轨迹的加工行数不包括最后一行的重复次数。
切削行数:精加工刀位轨迹的加工行数不包括最后一行的重复次数。
切削行距:精加工行与行之间的距离。
切削行距:行与行之间的距离。沿加工轮廓走刀一次称为一行。
切槽刀具:见刀库管理说明。
切槽加工参数
切槽表面类型:在参数表中首先确定被加工的是外轮廓还是内轮廓或端面。
切深步距:沿槽深方向进刀量。
功能介绍:基本曲线、曲线编辑、加工工具条等界面介绍。
功能:为非固定循环方式加工螺纹。
功能:实现对工件外轮廓表面、内轮廓表面和端面的粗车加工快速清除毛坯的多余
功能:实现对工件外轮廓表面、内轮廓表面和端面的精车加工。
功能:用于工件外轮廓表面内轮廓表面和端面切槽。
功能:钻旋转中心孔方式为:高速啄式深孔钻左攻丝精镗孔钻孔镗孔和反镗
加工余量:加工结束后加工表面与最终加工结果相比的剩余量。
加工余量:被加工表面未被加工部分的预留量
加工参数
加工参数:
加工如图的槽型操作过程如下
加工工艺类型:
加工工艺:
加工指令。
加工方向:
加工的区域如下:
加工的轨迹如下:
加工精度:
加工精度:对于直线和圆弧机床可以精确地加工机床将按给定的加工精度把
加工表面类型
加工角度:刀具切削方向与机床Z 轴正方向的夹角。
加工轨迹。
半径。
单个拾取:一个一个拾取。
单击直线按钮在左边菜单中选择绘图方式以坐标原点为起点绘制
去热处理钻好中心孔Ф10②
参数说明
参数说明:
及精车孔Φ40
反向走刀:
反向走刀:修改切槽平移步距的方向。
取”。拾取箭头方向与实际加工方向无关。
取螺纹的起点和终点。
另一段台阶
向为0)。
否: 刀具按缺省方向走刀即刀具从机床Z 轴正向向Z 轴负向移动。
否:假定刀具前后干涉角均为0 度对凹槽部分不做加工。
否:刀位行首末直接进退刀不加工行与行之间的轮廓。
讲解机床后置设置
设定好参数后确定。
设置好参数后确定用限制链拾取轮廓如图
设置好机床的后置
详细干涉检查:
距要求公差为0.1。零件图如图1、局部放大图图2 所示。
车端面:采用外端面车刀缺省加工方向角度为-90 度或270 度(与X 轴正方
轮廓。回车给定进退刀点。产生如图的轨迹。
轮廓拾取方式为:链拾取:自动搜索连接的曲线
轮廓用来界定被加工的表面或被加工的毛坯本身。
轮廓车刀类型为端面车刀参看下图。
轴度公差为0.02锥口表面粗糙度为0.8外台阶表面粗糙度为1.6内台阶中心
辊轮粗车实战
辊轮精车实战
进刀增量:深孔钻时每次进刀量或镗孔时每次侧进量。
进刀方式:
进刀段。
进刀量可以选择毫米/分(min)、毫米/转(rev)
进行刀尖半径计算。所生成代码在用于实际加工时应根据
退刀。
退刀方式:
退刀时沿轮廓走刀:
退刀段。
退刀距离:粗车槽中进行下一行切削前退刀到槽外的距离。
退刀距离:精加工中切削完一行之后进行下一行切削前退刀的距离。
退刀速度:刀具离开工件的速度。
选定区域如图:
选择轮廓如图:
选轮廓粗车如图并修改参数表面加工类型为车端面加工角度为-90
速度设定:
部分
部分的长度。
量的情况进行多次车削。
钻孔模式:钻孔方式。
钻孔深度:指要钻孔的深度。
钻孔车刀: 参看刀具管理说明。
钻孔速度:钻孔时的进给速度。
限制链拾取:将起始段和最后一段拾取中间自动连
零件“导套”图形比较简单尺寸的公差较大没有位置要求孔的表面粗
零件“管接头”图形要复杂一些其中Φ11.1 尺寸公差较小为0.05两
鼠标右键确定给定进退刀点(进退刀点在轮廓外拾取一点)
(1) 两轴加工:在CAXA 数控车加工中机床坐标系的Z 轴既是绝对坐标系的X 轴
(1) 对图纸进行分析确定需要数控加工的部分。
(1)绘图:绘制车削加工零件导套轮廓图形因为车削多为回转体加工
(1)绘图:绘制车削加工零件管接头轮廓图形只需半视的二维图就可以
(2) 利用图形软件需要数控加工的部分造型。
(2) 轮廓:轮廓是一系列首尾相接曲线的集合。
(2)参数填写完毕选择确认按钮即生成螺纹车削刀具轨迹。
(3) 机床参数:数控车床的参数有
(3) 根据加工条件选合适加工参数生成加工轨迹(包括粗加工半精加工精加
(3)生成G 代码。点击工具条中的图标再拾取相应的刀具轨迹即可生成加工指
(4) 刀具轨迹和刀位点
(4) 轨迹的仿真检验。
(5) 加工余量
(5) 配置好机床生成G 代码传给机床加工。
(6) 加工误差
(以上两步均可用对中型车刀一次车成)然后掉头粗车成
保证总长35。
再粗车内孔Φ40
再粗车内轮廓
再精车成内轮廓
最后后用切刀切断零件
最后车端面
粗车成一段台阶(不给余量)
粗车部分留一定余量(0.5mm)
图1 导套零件图
图1 管接头零件图
图2 导套机加工艺过程卡片
图2 局部放大图
图3 直线绘制示意图
图3 管接头机加工艺过程卡片
图4 直线绘制示意图
图4 轮廓示意图
图5 毛坯示意图
图5 轮廓示意图
图6 断点示意图
图6 毛坯示意图
图7 断点示意图
..............................