铸造模具相关流程介绍(PPT 41页)
- 所属分类:
- 模具设计
- 文件大小:
- 17074 KB
- 下载地址:
- 相关资料:
- 流程介绍
铸造模具相关流程介绍(PPT 41页)内容简介
1.实型设备、铸造设备和热处理设备
2.检测设备
侧围的铸造工艺一其它制件的区别
铸钢镶块开裂(修边整形序)
增加铸钢件加工指示说明
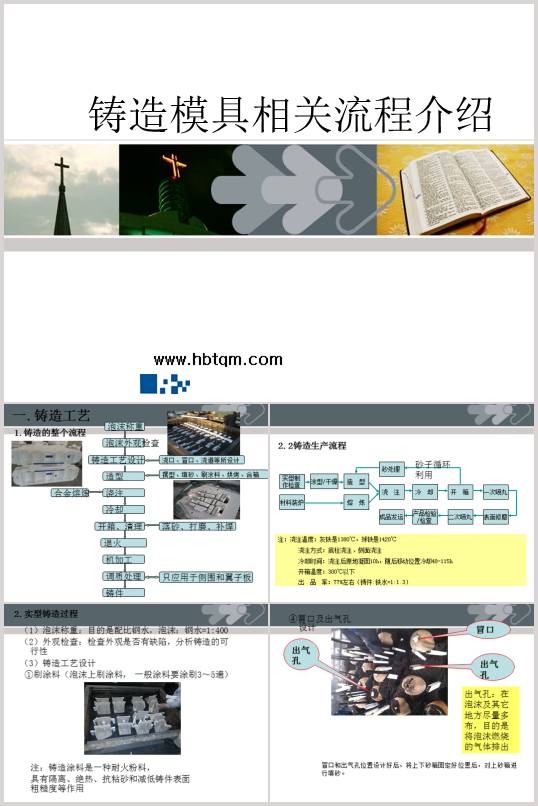
注:浇注温度:灰铁是1380℃,球铁是1420℃
浇注方式:底柱浇注、侧面浇注
冷却时间:浇注后原地凝固10h,随后移动位置冷却48-115h
开箱温度:300℃以下
出 品 率:77%左右(铸件:铁水=1:1.3)
1)泡沫称重:目的是配比钢水,泡沫:钢水=1:400
(2)外观检查:检查外观是否有缺陷,分析铸造的可行性
(3)铸造工艺设计
①刷涂料(泡沫上刷涂料, 一般涂料要涂刷3~5遍)
注:铸造涂料是一种耐火粉料,
具有隔离、绝热、抗粘砂和减低铸件表面粗糙度等作用
(4)浇铸(初始浇铸温度一般在1550-1560C之间,浇铸时间在1-2分钟之内)
(5)开箱、落砂及铸件清理 (去冒口、喷砂、打磨、 补焊等)
浇铸完成后,将砂箱在空气中冷却。一般开箱温度在200C以下,
这样避免开箱温度过高而引起铸件变形
..............................
2.检测设备
侧围的铸造工艺一其它制件的区别
铸钢镶块开裂(修边整形序)
增加铸钢件加工指示说明
注:浇注温度:灰铁是1380℃,球铁是1420℃
浇注方式:底柱浇注、侧面浇注
冷却时间:浇注后原地凝固10h,随后移动位置冷却48-115h
开箱温度:300℃以下
出 品 率:77%左右(铸件:铁水=1:1.3)
1)泡沫称重:目的是配比钢水,泡沫:钢水=1:400
(2)外观检查:检查外观是否有缺陷,分析铸造的可行性
(3)铸造工艺设计
①刷涂料(泡沫上刷涂料, 一般涂料要涂刷3~5遍)
注:铸造涂料是一种耐火粉料,
具有隔离、绝热、抗粘砂和减低铸件表面粗糙度等作用
(4)浇铸(初始浇铸温度一般在1550-1560C之间,浇铸时间在1-2分钟之内)
(5)开箱、落砂及铸件清理 (去冒口、喷砂、打磨、 补焊等)
浇铸完成后,将砂箱在空气中冷却。一般开箱温度在200C以下,
这样避免开箱温度过高而引起铸件变形
..............................
上一篇:铸造模具概述(PPT 37页)