模具加工方式和流程培训教材(PPT 38页)
模具加工方式和流程培训教材(PPT 38页)内容简介
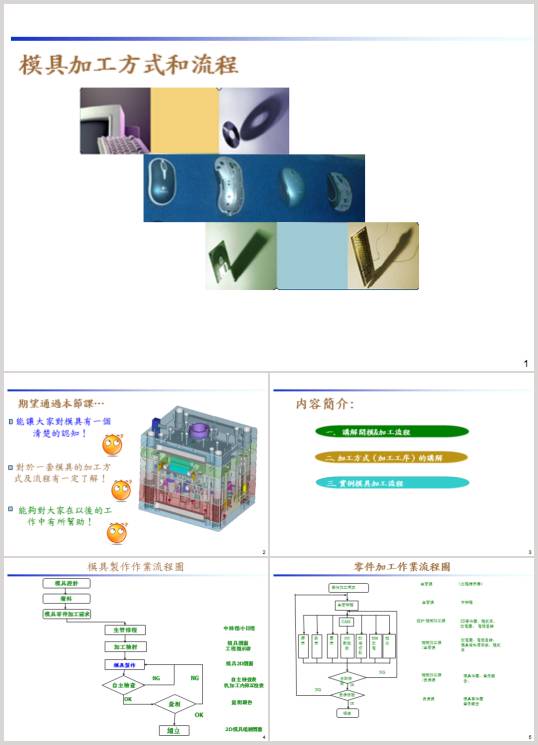
期望通過本節課…
能讓大家對模具有一個清楚的認知!
對於一套模具的加工方式及流程有一定了解!
能夠對大家在以後的工作中有所幫助
一.講解開模&加工流程
二.加工方式(加工工序)的講解
三.實例模具加工流程
1.進料檢驗:
A:頂針類回廠IQC檢驗硬度必須達到52°±2,外徑尺寸-0.01~-0.02MM,口部
不能有踏角。
B:模座加工及檢驗:
☆1)模座加工:
a:模座加工要以基準角長邊建面,基準孔為零位來加工每一項尺寸;
b:廠商在加工模座下固定板、模腳上需做定位裝置,防止中導柱與模板孔間隙偏大,
裝模時導向不順暢不同心。
c:模座回廠後鉗工檢查AB板開模導柱、回針順暢度,AB板送品保全尺寸量測,及導柱導套
做配合間隙的驗證,其餘部分現場按設計圖面落實自檢到位(三次元檢驗)。
d:公模板、頂針板加工孔位時須組合一起打孔綫割,減少中心誤差,(按設計圖面要求).
☆2)模座量測:
a.模架回廠量測AB板要以基準角長邊建面,基準孔為零位來量測每一項尺寸。
b.模板厚度、斜銷、方頂、扁頂、頂針孔位、支撐柱、模腳加工時必須要按圖面量測管控。
c.頂針板尤其R角部份不能做成C角、利角,頂針掛台孔尺寸必須要按圖面加工。
☆3).模架組立
a.模架加工量測完,組立進行對加工部份修毛刺倒角,並檢驗尺寸是否OK。
b.試裝完成後必須把復位杆彈簧(回形針)拿掉進行手動頂出試驗,大模試驗需用天車試
拉,OQC確認結果保證模具的順暢度後才能正式組裝。
c.由OQC人員接到自主檢查表根據<檢驗規笵>出貨標准逐一檢查並噴上防銹油、黃油
才能貼上OK標籤出貨。
A:加工前對圖面、工件進行確認,壓塊、耐磨塊必須加石墨孔,斜銷加油槽打R點,
模仁必須做基準R角分辨,(材質、模號、零件號)。
B:加工水路孔通暢,尺寸符合設計要求,水堵頭孔符合止水栓尺寸要求,水路堵頭標
準Ø8~Ø10~Ø12,+0.05~+0.15mm,用冶具自檢,滑塊座,反鏟,壓塊,斜度預留
+0.05mm.
C:加工完工件必須刻上模號、零件號、材質、基準角並附上自檢報告、圖面轉下站
..............................
能讓大家對模具有一個清楚的認知!
對於一套模具的加工方式及流程有一定了解!
能夠對大家在以後的工作中有所幫助
一.講解開模&加工流程
二.加工方式(加工工序)的講解
三.實例模具加工流程
1.進料檢驗:
A:頂針類回廠IQC檢驗硬度必須達到52°±2,外徑尺寸-0.01~-0.02MM,口部
不能有踏角。
B:模座加工及檢驗:
☆1)模座加工:
a:模座加工要以基準角長邊建面,基準孔為零位來加工每一項尺寸;
b:廠商在加工模座下固定板、模腳上需做定位裝置,防止中導柱與模板孔間隙偏大,
裝模時導向不順暢不同心。
c:模座回廠後鉗工檢查AB板開模導柱、回針順暢度,AB板送品保全尺寸量測,及導柱導套
做配合間隙的驗證,其餘部分現場按設計圖面落實自檢到位(三次元檢驗)。
d:公模板、頂針板加工孔位時須組合一起打孔綫割,減少中心誤差,(按設計圖面要求).
☆2)模座量測:
a.模架回廠量測AB板要以基準角長邊建面,基準孔為零位來量測每一項尺寸。
b.模板厚度、斜銷、方頂、扁頂、頂針孔位、支撐柱、模腳加工時必須要按圖面量測管控。
c.頂針板尤其R角部份不能做成C角、利角,頂針掛台孔尺寸必須要按圖面加工。
☆3).模架組立
a.模架加工量測完,組立進行對加工部份修毛刺倒角,並檢驗尺寸是否OK。
b.試裝完成後必須把復位杆彈簧(回形針)拿掉進行手動頂出試驗,大模試驗需用天車試
拉,OQC確認結果保證模具的順暢度後才能正式組裝。
c.由OQC人員接到自主檢查表根據<檢驗規笵>出貨標准逐一檢查並噴上防銹油、黃油
才能貼上OK標籤出貨。
A:加工前對圖面、工件進行確認,壓塊、耐磨塊必須加石墨孔,斜銷加油槽打R點,
模仁必須做基準R角分辨,(材質、模號、零件號)。
B:加工水路孔通暢,尺寸符合設計要求,水堵頭孔符合止水栓尺寸要求,水路堵頭標
準Ø8~Ø10~Ø12,+0.05~+0.15mm,用冶具自檢,滑塊座,反鏟,壓塊,斜度預留
+0.05mm.
C:加工完工件必須刻上模號、零件號、材質、基準角並附上自檢報告、圖面轉下站
..............................