焊装车间工艺设备培训讲义(PPT 220页)
焊装车间工艺设备培训讲义(PPT 220页)内容简介
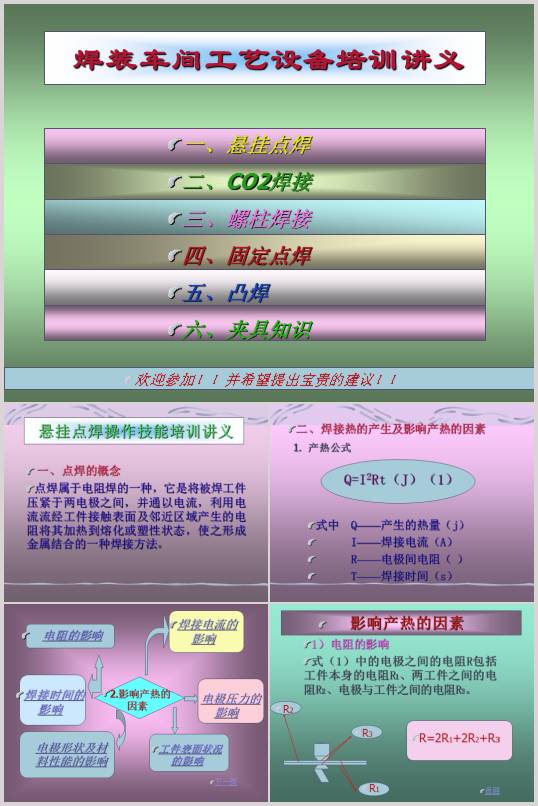
焊装车间工艺设备培训讲义
悬挂点焊操作技能培训讲义
一、点焊的概念
2)焊接电流的影响 焊接电流的影响比电阻和时间两者都大。
在点焊过程中必须严格控制 3)焊接时间的影响 焊接电流和焊接时间
在一定范围内可以互相补充。 两种可供选择的焊接规范:
4)电极压力的影响
电极压力对两电极间总电阻R有显著的影响,随着电极压力的增大,
R显著减小,此时焊接电流虽略有增加,但不能影响因R减小而引起的产热的减小,
因此,焊接强度总是随着电极压力的增大而降低。
解决办法:
是在增大电极压力的同时,适当地增大焊接电流或延长焊接时间,
以弥补电阻减小的影响,可以保持焊接强度不变。
电极压力过小将引起飞溅,也会使焊点的强度降低。
1、电极的功能
点焊电极是保证点焊质量的重要条件,它的主要功能有:
点焊的方法及工艺介绍
1.点焊的方法
通常分为双面点焊和单面点焊。
双面点焊时电极由工件的两侧向焊接处馈电,点焊完成时,工件的两侧均有电极压痕。
2.点焊工艺及其参数的选择
1)点焊工艺参数的调整及确定:
(1)根据工件的材料、板厚按前述的工艺参数选择。
(2)根据工艺参数修整电极直径到确定尺寸。
(3)利用与被焊件相同材料及板厚的试板进行试焊,检查质量合格后方可进行焊接生产
点焊工艺参数参考表
3、选择工艺参数的具体步骤如下:
a.定电极的端面形状和尺寸;
b.初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样;
c.经检验熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,
进行试样的焊接和检验,直到焊点质量完全符合技术要求所规定的要求为止。
此外,在试样选择工艺、参数时,要充分考虑试样和工件在分流、铁磁性物质影响,
以及装配间隙方面的差异,并适当加以调整。
1)厚度比小于3:1时,工艺参数可按照厚件进行选择,并稍增大焊接电流或者焊接时间;
2)当两工件的厚度比大于3:1时,除按上条处理外,还应:
⑴在厚板的一侧采用大的电极直径;
(2)在薄板的一侧采用导电性稍差的电极材料。
..............................
悬挂点焊操作技能培训讲义
一、点焊的概念
2)焊接电流的影响 焊接电流的影响比电阻和时间两者都大。
在点焊过程中必须严格控制 3)焊接时间的影响 焊接电流和焊接时间
在一定范围内可以互相补充。 两种可供选择的焊接规范:
4)电极压力的影响
电极压力对两电极间总电阻R有显著的影响,随着电极压力的增大,
R显著减小,此时焊接电流虽略有增加,但不能影响因R减小而引起的产热的减小,
因此,焊接强度总是随着电极压力的增大而降低。
解决办法:
是在增大电极压力的同时,适当地增大焊接电流或延长焊接时间,
以弥补电阻减小的影响,可以保持焊接强度不变。
电极压力过小将引起飞溅,也会使焊点的强度降低。
1、电极的功能
点焊电极是保证点焊质量的重要条件,它的主要功能有:
点焊的方法及工艺介绍
1.点焊的方法
通常分为双面点焊和单面点焊。
双面点焊时电极由工件的两侧向焊接处馈电,点焊完成时,工件的两侧均有电极压痕。
2.点焊工艺及其参数的选择
1)点焊工艺参数的调整及确定:
(1)根据工件的材料、板厚按前述的工艺参数选择。
(2)根据工艺参数修整电极直径到确定尺寸。
(3)利用与被焊件相同材料及板厚的试板进行试焊,检查质量合格后方可进行焊接生产
点焊工艺参数参考表
3、选择工艺参数的具体步骤如下:
a.定电极的端面形状和尺寸;
b.初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样;
c.经检验熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,
进行试样的焊接和检验,直到焊点质量完全符合技术要求所规定的要求为止。
此外,在试样选择工艺、参数时,要充分考虑试样和工件在分流、铁磁性物质影响,
以及装配间隙方面的差异,并适当加以调整。
1)厚度比小于3:1时,工艺参数可按照厚件进行选择,并稍增大焊接电流或者焊接时间;
2)当两工件的厚度比大于3:1时,除按上条处理外,还应:
⑴在厚板的一侧采用大的电极直径;
(2)在薄板的一侧采用导电性稍差的电极材料。
..............................