常用加工方法概述(PPT 38页)
常用加工方法概述(PPT 38页)内容简介
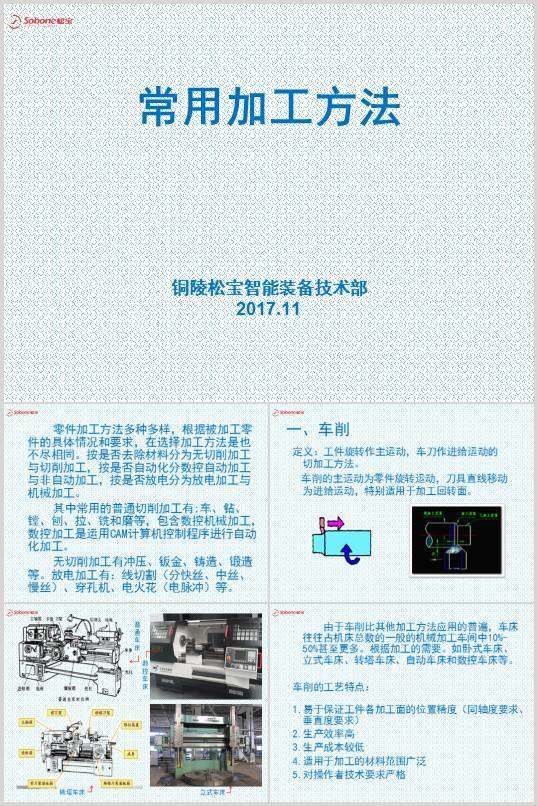
1.易于保证工件各加工面的位置精度(同轴度要求、垂直度要求)
2.生产效率高
3.生产成本较低
4.适用于加工的材料范围广泛
5.对操作者技术要求严格
车削的应用:
单件小批量生产中,各种轴、盘、套类零件
多选用适应性广泛的卧式车床或数控车床来
加工。直径大而长度短的零件,多采用立式
车床来加工。成批生产外形较复杂,具有内
孔及螺纹的中小型轴、套类零件时,应选用
转塔式车床进行加工或者数控车床加工。
加工范围
车削是以加工回转体为主要加工目的。在车床上可以加工:外圆、端
面、锥度、车成型面、绕弹簧等。
二、钻削 钻孔
定义:钻削刀具与工件作相对运动并作轴向
进给运动,在工件上加工孔的方法。
钻孔是一种最基本的孔加工方
法。钻孔经常在钻床和车床上
进行,也可以在镗床和铣床上
进行。常用的钻床有台式钻床
、立式钻床和摇臂钻床。
三、镗削
定义:镗刀旋转作主运动,工件或镗刀作进
给运动的切削加工方法。 镗削加工主要在铣
镗床、镗床上进行。
镗孔是对锻出、铸出或钻
出孔进一步加工,镗孔可
以分为粗镗、半精镗、精
镗。
镗孔分为一般镗孔和深孔镗孔,一般镗孔在普通车床就可以,把镗刀固
定在车床尾座或者固定在小刀架上都可以。深孔镗孔需要专用的深孔钻
镗床,镗刀要加上镗秆,还要加上液压泵站利用冷却液把铁屑排除。
在铣镗床上镗孔的方法如下图所示,单刃镗刀是把镗刀头安装在镗刀
杆上,其孔径大小靠调整刀头的悬伸长度来保证,多用于单件小批生
产中。在普通铣镗床镗孔,与车孔基本类似。
粗镗 IT12-IT11 Ra 25-12.5μm
半精镗 IT10-IT9 Ra 6.3-3.2μm
精镗 IT8-IT7 Ra 1.6-0.8μm
车床上镗孔:工件旋转、镗刀进给,如图下图所示:
在镗床上镗孔:镗刀刀杆随主轴一起旋转,完成主运动;进给运动可由
工作台带动工件纵向移动,也可由主轴带动镗刀杆轴向移动完成, 如下
图。
四、刨削
定义:刨刀与工件作水平方向相对
直线往复运动的切削加工方法。
刨削是平面加工的主要方法之一.
是单件小批量生产的平面加工最
常用的加工方法。常见的刨床类
机床有牛头刨床、龙门刨床和插
床等 。。
刨削的工艺特点:
1.通用性好:根据切削运动和具体的加工要求。价格低,刨床的结构比
车床、铣床简单。调整和操作也较方便。所用的单刃刨刀与车刀基本相
同。制造、刃磨和安装皆较方便。形状简单。可加工垂直、水平的平
面,还可加工T型槽、V型槽,燕尾槽等。
2.生产效率较低:刨削的主运动为往复直线运动。加之刀具切入和切出
时有反向冲击时受惯性力的影响,一个表面往往要限制了切削速度的提
高。单刃刨刀实际参加切削的切削刃长度有限,经过多次行程才干加工
进去。加工不连基本工艺时间较长。刨刀返回行程时不进行切削。
3.加工精度不高:刨削的精度可达IT8~IT7,表面粗糙度Ra值为1.6~
6.3m。但当采用宽刀精刨时,即在龙门刨床上进行多件或多刀加工
时,用宽刃刨刀以很低的切削速度,切去工件表面上一层极薄的金属,
平面度不大于0.02/1000,表面粗糙度Ra值可达0.4~0.8m。
刨削加工范围:
五、拉削
定义:用拉刀在拉力作用下作轴向运动,
加工工件内、外表面的方法。利用多齿
的拉刀,逐齿依次从工件上切下很薄的
金属层,使表面达到较高的精度和较小
..............................
2.生产效率高
3.生产成本较低
4.适用于加工的材料范围广泛
5.对操作者技术要求严格
车削的应用:
单件小批量生产中,各种轴、盘、套类零件
多选用适应性广泛的卧式车床或数控车床来
加工。直径大而长度短的零件,多采用立式
车床来加工。成批生产外形较复杂,具有内
孔及螺纹的中小型轴、套类零件时,应选用
转塔式车床进行加工或者数控车床加工。
加工范围
车削是以加工回转体为主要加工目的。在车床上可以加工:外圆、端
面、锥度、车成型面、绕弹簧等。
二、钻削 钻孔
定义:钻削刀具与工件作相对运动并作轴向
进给运动,在工件上加工孔的方法。
钻孔是一种最基本的孔加工方
法。钻孔经常在钻床和车床上
进行,也可以在镗床和铣床上
进行。常用的钻床有台式钻床
、立式钻床和摇臂钻床。
三、镗削
定义:镗刀旋转作主运动,工件或镗刀作进
给运动的切削加工方法。 镗削加工主要在铣
镗床、镗床上进行。
镗孔是对锻出、铸出或钻
出孔进一步加工,镗孔可
以分为粗镗、半精镗、精
镗。
镗孔分为一般镗孔和深孔镗孔,一般镗孔在普通车床就可以,把镗刀固
定在车床尾座或者固定在小刀架上都可以。深孔镗孔需要专用的深孔钻
镗床,镗刀要加上镗秆,还要加上液压泵站利用冷却液把铁屑排除。
在铣镗床上镗孔的方法如下图所示,单刃镗刀是把镗刀头安装在镗刀
杆上,其孔径大小靠调整刀头的悬伸长度来保证,多用于单件小批生
产中。在普通铣镗床镗孔,与车孔基本类似。
粗镗 IT12-IT11 Ra 25-12.5μm
半精镗 IT10-IT9 Ra 6.3-3.2μm
精镗 IT8-IT7 Ra 1.6-0.8μm
车床上镗孔:工件旋转、镗刀进给,如图下图所示:
在镗床上镗孔:镗刀刀杆随主轴一起旋转,完成主运动;进给运动可由
工作台带动工件纵向移动,也可由主轴带动镗刀杆轴向移动完成, 如下
图。
四、刨削
定义:刨刀与工件作水平方向相对
直线往复运动的切削加工方法。
刨削是平面加工的主要方法之一.
是单件小批量生产的平面加工最
常用的加工方法。常见的刨床类
机床有牛头刨床、龙门刨床和插
床等 。。
刨削的工艺特点:
1.通用性好:根据切削运动和具体的加工要求。价格低,刨床的结构比
车床、铣床简单。调整和操作也较方便。所用的单刃刨刀与车刀基本相
同。制造、刃磨和安装皆较方便。形状简单。可加工垂直、水平的平
面,还可加工T型槽、V型槽,燕尾槽等。
2.生产效率较低:刨削的主运动为往复直线运动。加之刀具切入和切出
时有反向冲击时受惯性力的影响,一个表面往往要限制了切削速度的提
高。单刃刨刀实际参加切削的切削刃长度有限,经过多次行程才干加工
进去。加工不连基本工艺时间较长。刨刀返回行程时不进行切削。
3.加工精度不高:刨削的精度可达IT8~IT7,表面粗糙度Ra值为1.6~
6.3m。但当采用宽刀精刨时,即在龙门刨床上进行多件或多刀加工
时,用宽刃刨刀以很低的切削速度,切去工件表面上一层极薄的金属,
平面度不大于0.02/1000,表面粗糙度Ra值可达0.4~0.8m。
刨削加工范围:
五、拉削
定义:用拉刀在拉力作用下作轴向运动,
加工工件内、外表面的方法。利用多齿
的拉刀,逐齿依次从工件上切下很薄的
金属层,使表面达到较高的精度和较小
..............................