某大学机制工艺学培训讲座(PPT 93页)
某大学机制工艺学培训讲座(PPT 93页)内容简介
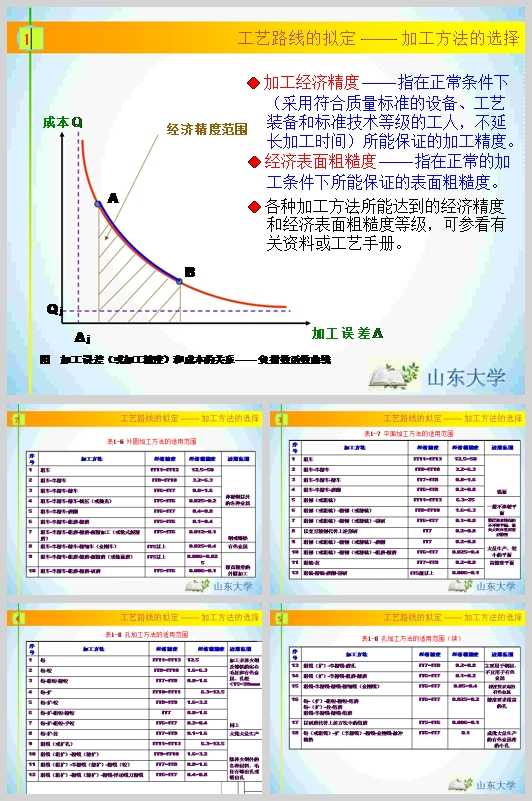
一、工艺路线的拟定――加工方法的选择
加工经济精度
经济表面粗糙度
表1-6外圆加工方法的适用范围
表1-7平面加工方法的适用范围
表1-8孔加工方法的适用范围
表1-9轴线平行的孔的位置精度(经济精度)
表1-10轴线垂直的孔的位置精度(经济精度)
选择加工方法时考虑的因素
二、工艺路线的拟定――加工顺序的安排
机加工顺序的安排原则
划分加工阶段
划分加工阶段的原因
热处理工序的安排
辅助工序的安排
确定工序集中和分散的程度
三、工艺路线的拟定――设备与工装选用
工序集中和分散的选用
加工余量、工序尺寸和公差的确定
加工余量的影响因素
确定加工余量的方法
确定工序尺寸及其公差――基准重合时
基准不重合时工序尺寸及公差的确定方法――工艺尺寸链
工艺尺寸链
工艺尺寸链计算方法
工艺尺寸链计算形式
工艺尺寸链的应用和解算方法
时间定额及其组成
提高劳动生产率的途径
..............................
加工经济精度
经济表面粗糙度
表1-6外圆加工方法的适用范围
表1-7平面加工方法的适用范围
表1-8孔加工方法的适用范围
表1-9轴线平行的孔的位置精度(经济精度)
表1-10轴线垂直的孔的位置精度(经济精度)
选择加工方法时考虑的因素
二、工艺路线的拟定――加工顺序的安排
机加工顺序的安排原则
划分加工阶段
划分加工阶段的原因
热处理工序的安排
辅助工序的安排
确定工序集中和分散的程度
三、工艺路线的拟定――设备与工装选用
工序集中和分散的选用
加工余量、工序尺寸和公差的确定
加工余量的影响因素
确定加工余量的方法
确定工序尺寸及其公差――基准重合时
基准不重合时工序尺寸及公差的确定方法――工艺尺寸链
工艺尺寸链
工艺尺寸链计算方法
工艺尺寸链计算形式
工艺尺寸链的应用和解算方法
时间定额及其组成
提高劳动生产率的途径
..............................
下一篇:尚无数据