РЩюЙЄвеЯЕЪ§ХрбЕНЬВФ(DOC 31вГ)
- ЫљЪєЗжРрЃК
- ЙЄвеММЪѕ
- ЮФМўДѓаЁЃК
- 626 KB
- ЯТдиЕижЗЃК
- ЯрЙизЪСЯЃК
- ХрбЕНЬВФ
РЩюЙЄвеЯЕЪ§ХрбЕНЬВФ(DOC 31вГ)ФкШнМђНщ
1.ДѓЕФЃШ/ЃфжЕЪЪгУгкЕквЛЕРЙЄађЕФДѓАМФЃдВНЧЁВЃђЃСЃЈЃИЁЋЃБЃЕЃЉЃєЁГЁЃ
1.гаЭЙдЕдВЭВаЮМўЕФРЩюБфаЮГЬЖШ
2.аЁЕФЃШ/ЃфжЕЪЪгУгкЕквЛЕРЙЄађЕФаЁАМФЃдВНЧЁВЃђЃСЃЈЃДЁЋЃИЃЉЃєЁГЁЃ
2.КааЮМўЙЄађМЦЫу
2ЃЉФІВСШѓЛЌАМФЃКЭбЙСЯШІгыАхСЯНгДЅЕФБэУцгІЕБЙтЛЌЃЌШѓЛЌЬѕМўвЊКУЃЌ
вдМѕЩйФІВСзшСІКЭЭВБкДЋСІЧјЕФРгІСІЁЃЖјЭЙФЃБэУцВЛвЫЬЋЙтЛЌЃЌвВВЛвЫШѓЛЌЃЌ
вдМѕаЁгЩгкЭЙФЃгыВФСЯЕФЯрЖдЛЌЖЏЖјЪЙЮЃЯеЖЯУцБфБЁЦЦСбЕФЮЃЯеЁЃ
2ЃЎИїДЮРЩюЙЄађМўГпДчЕФШЗЖЈ
2ЃЎЧђУцГхМўЕФРЩю
3.гаЭЙдЕдВЭВаЮРЩюЙЄађМўИпЖШЕФМЦЫу
3.БэжаЪ§ОнЪЪгУВФСЯЮЊ08ЃЦИжЁЂ10ЃЦИжЁЃ
3ЃЉбЙСЯШІЕФбЙСЯСІбЙСЯЪЧЮЊСЫЗРжЙХїСЯЦ№жхЃЌЕЋбЙСЯСІШДдіДѓСЫЭВБкДЋСІЧјЕФРгІСІЃЌ
бЙСЯСІЬЋДѓЃЌПЩФмЕМжТРСбЁЃРЩюЙЄвеБиаые§ШЗДІРэетСНепЙиЯЕЃЌ
зіЕНМШВЛЦ№жхгжВЛРСбЁЃЮЊДЫЃЌБиаые§ШЗЕїећбЙСЯСІЃЌ
МДгІдкБЃжЄВЛЦ№жхЕФЧАЕЬЯТЃЌОЁСПМѕЩйбЙСЯСІЃЌЬсИпЙЄвеЕФЮШЖЈадЁЃ
3ЃЎХзЮяУцСуМўЕФРЩю
4.зЖУцСуМўЕФРЩю
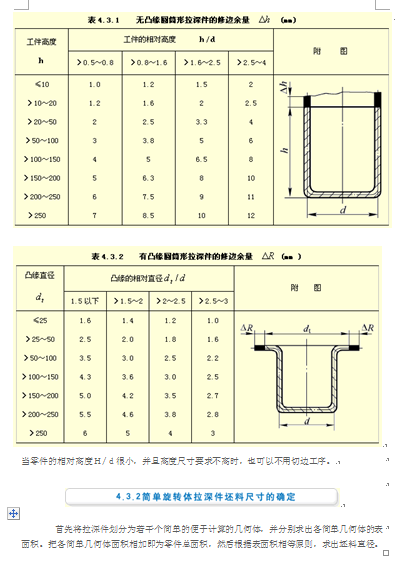
ЭМ4.3.1дВЭВаЮРЩюМўХїСЯГпДчМЦЫуЭМ
ЭМ4.3.2а§зЊЬхБэУцЛ§МЦЫуЭМ
ЭМ4.4.1дВЭВаЮМўЕФЖрДЮРЩю
ЭМ4.4.2ЭЙАМФЃдВНЧАыОЖЖдМЋЯоРЩюЯЕЪ§ЕФЯь
ЭМ4.4.3ЮоЭЙдЕдВЭВаЮМўРЩюЙЄађМЦЫуСїГЬ
ЭМ4.4.4ЮоЭЙдЕдВЭВаЮМў
ЭМ4.4.5РЩюЙЄађМўВнЭМ
ЭМ4.5.1гаЭЙдЕдВаЮМўгыХїСЯЭМ
ЭМ4.5.11ИїжжЧђаЮМў
ЭМ4.5.12зЖаЮМўЪОвт
ЭМ4.5.13КааЮМўРЩюЪБЕФН№ЪєСїЖЏ
ЭМ4.5.14КааЮМўРЩюЪБЕФгІСІЗжВМ
ЭМ4.5.2еЭЙдЕдВЭВаЮМўЕФРЩю
ЭМ4.5.3ПэЭЙдЕЭВаЮМўЕФРЩюЗНЗЈ
ЭМ4.5.4ПэЭЙдЕдВЭВаЮМўРЩюЙЄађМЦЫуСїГЬ
ЭМ4.5.5НзЬнаЮМў
ЭМ4.5.6НзЬнаЮЖрДЮРЩюЗНЗЈ
ЭМ4.5.7ЕчРЎАШЕззљЕФРЩю
ЭМ4.5.8ЕчЖЏРЎАШежРЩюГЩаЮгІБфЪ§жЕ
ЭМ4.5.9ДјбЙСЯНюЕФРЩюФЃЭМ
ЭМ4.5.10ЗДРЩюФЃ1.аЮМўРЩюБфаЮЬиЕу
..............................
1.гаЭЙдЕдВЭВаЮМўЕФРЩюБфаЮГЬЖШ
2.аЁЕФЃШ/ЃфжЕЪЪгУгкЕквЛЕРЙЄађЕФаЁАМФЃдВНЧЁВЃђЃСЃЈЃДЁЋЃИЃЉЃєЁГЁЃ
2.КааЮМўЙЄађМЦЫу
2ЃЉФІВСШѓЛЌАМФЃКЭбЙСЯШІгыАхСЯНгДЅЕФБэУцгІЕБЙтЛЌЃЌШѓЛЌЬѕМўвЊКУЃЌ
вдМѕЩйФІВСзшСІКЭЭВБкДЋСІЧјЕФРгІСІЁЃЖјЭЙФЃБэУцВЛвЫЬЋЙтЛЌЃЌвВВЛвЫШѓЛЌЃЌ
вдМѕаЁгЩгкЭЙФЃгыВФСЯЕФЯрЖдЛЌЖЏЖјЪЙЮЃЯеЖЯУцБфБЁЦЦСбЕФЮЃЯеЁЃ
2ЃЎИїДЮРЩюЙЄађМўГпДчЕФШЗЖЈ
2ЃЎЧђУцГхМўЕФРЩю
3.гаЭЙдЕдВЭВаЮРЩюЙЄађМўИпЖШЕФМЦЫу
3.БэжаЪ§ОнЪЪгУВФСЯЮЊ08ЃЦИжЁЂ10ЃЦИжЁЃ
3ЃЉбЙСЯШІЕФбЙСЯСІбЙСЯЪЧЮЊСЫЗРжЙХїСЯЦ№жхЃЌЕЋбЙСЯСІШДдіДѓСЫЭВБкДЋСІЧјЕФРгІСІЃЌ
бЙСЯСІЬЋДѓЃЌПЩФмЕМжТРСбЁЃРЩюЙЄвеБиаые§ШЗДІРэетСНепЙиЯЕЃЌ
зіЕНМШВЛЦ№жхгжВЛРСбЁЃЮЊДЫЃЌБиаые§ШЗЕїећбЙСЯСІЃЌ
МДгІдкБЃжЄВЛЦ№жхЕФЧАЕЬЯТЃЌОЁСПМѕЩйбЙСЯСІЃЌЬсИпЙЄвеЕФЮШЖЈадЁЃ
3ЃЎХзЮяУцСуМўЕФРЩю
4.зЖУцСуМўЕФРЩю
ЭМ4.3.1дВЭВаЮРЩюМўХїСЯГпДчМЦЫуЭМ
ЭМ4.3.2а§зЊЬхБэУцЛ§МЦЫуЭМ
ЭМ4.4.1дВЭВаЮМўЕФЖрДЮРЩю
ЭМ4.4.2ЭЙАМФЃдВНЧАыОЖЖдМЋЯоРЩюЯЕЪ§ЕФЯь
ЭМ4.4.3ЮоЭЙдЕдВЭВаЮМўРЩюЙЄађМЦЫуСїГЬ
ЭМ4.4.4ЮоЭЙдЕдВЭВаЮМў
ЭМ4.4.5РЩюЙЄађМўВнЭМ
ЭМ4.5.1гаЭЙдЕдВаЮМўгыХїСЯЭМ
ЭМ4.5.11ИїжжЧђаЮМў
ЭМ4.5.12зЖаЮМўЪОвт
ЭМ4.5.13КааЮМўРЩюЪБЕФН№ЪєСїЖЏ
ЭМ4.5.14КааЮМўРЩюЪБЕФгІСІЗжВМ
ЭМ4.5.2еЭЙдЕдВЭВаЮМўЕФРЩю
ЭМ4.5.3ПэЭЙдЕЭВаЮМўЕФРЩюЗНЗЈ
ЭМ4.5.4ПэЭЙдЕдВЭВаЮМўРЩюЙЄађМЦЫуСїГЬ
ЭМ4.5.5НзЬнаЮМў
ЭМ4.5.6НзЬнаЮЖрДЮРЩюЗНЗЈ
ЭМ4.5.7ЕчРЎАШЕззљЕФРЩю
ЭМ4.5.8ЕчЖЏРЎАШежРЩюГЩаЮгІБфЪ§жЕ
ЭМ4.5.9ДјбЙСЯНюЕФРЩюФЃЭМ
ЭМ4.5.10ЗДРЩюФЃ1.аЮМўРЩюБфаЮЬиЕу
..............................
ЩЯвЛЦЊЃКСкБНЖўМзЫсєћКЯГЩЙЄвеЩшМЦ(DOC 58вГ)
ЯТвЛЦЊЃКЩаЮоЪ§Он