数控车床的进给速度和加减速控制培训教材(PPT 33页)
数控车床的进给速度和加减速控制培训教材(PPT 33页)内容简介
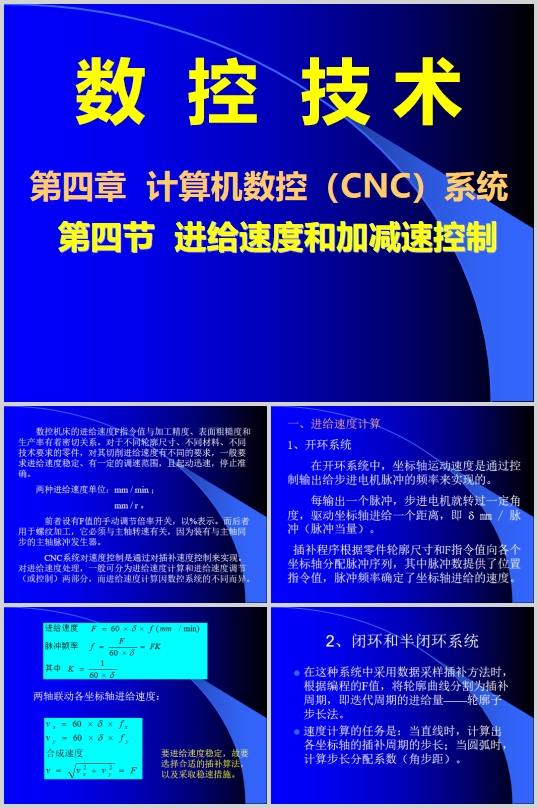
2、闭环和半闭环系统
在这种系统中采用数据采样插补方法时,根据编程的F值,
将轮廓曲线分割为插补周期,即迭代周期的进给量――轮廓子步长法。
速度计算的任务是:当直线时,计算出各坐标轴的插补周期的步长;
当圆弧时,计算步长分配系数(角步距)。
数控机床的进给速度F指令值与加工精度、表面粗糙度和生产率有着密切关系。
对于不同轮廓尺寸、不同材料、不同技术要求的零件,对其切削进给速度有不同的要求,
一般要求进给速度稳定、有一定的调速范围,且起动迅速,停止准确。
两种进给速度单位:mm/min;
前者设有F值的手动调节倍率开关,以%表示。而后者用于螺纹加工,
它必须与主轴转速有关,因为装有与主轴同步的主轴脉冲发生器。
CNC系统对速度控制是通过对插补速度控制来实现。对进给速度处理,
一般可分为进给速度计算和进给速度调节(或控制)两部分,
而进给速度计算因数控系统的不同而异。
..............................
在这种系统中采用数据采样插补方法时,根据编程的F值,
将轮廓曲线分割为插补周期,即迭代周期的进给量――轮廓子步长法。
速度计算的任务是:当直线时,计算出各坐标轴的插补周期的步长;
当圆弧时,计算步长分配系数(角步距)。
数控机床的进给速度F指令值与加工精度、表面粗糙度和生产率有着密切关系。
对于不同轮廓尺寸、不同材料、不同技术要求的零件,对其切削进给速度有不同的要求,
一般要求进给速度稳定、有一定的调速范围,且起动迅速,停止准确。
两种进给速度单位:mm/min;
前者设有F值的手动调节倍率开关,以%表示。而后者用于螺纹加工,
它必须与主轴转速有关,因为装有与主轴同步的主轴脉冲发生器。
CNC系统对速度控制是通过对插补速度控制来实现。对进给速度处理,
一般可分为进给速度计算和进给速度调节(或控制)两部分,
而进给速度计算因数控系统的不同而异。
..............................
下一篇:尚无数据