PE管热熔对接施工方案(DOC 8页)
- 所属分类:
- 给排水工程
- 文件大小:
- 60 KB
- 下载地址:
- 相关资料:
- 施工方案
PE管热熔对接施工方案(DOC 8页)内容简介
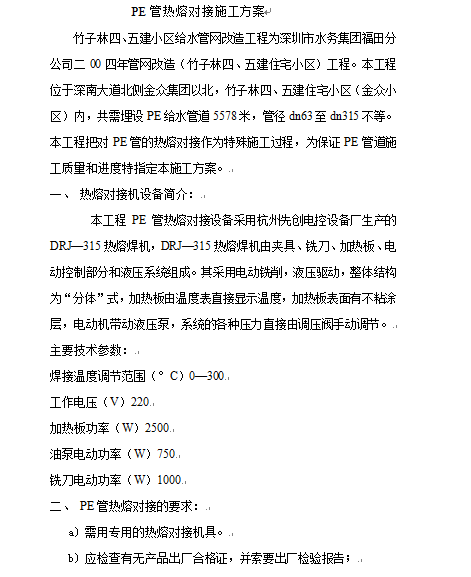
一、热熔对接机设备简介:
三、热熔对接连接(对接焊)工艺
二、PE管热熔对接的要求:
1).必须测量电网、发电机电压,保证电压220V,防机毁。
1).打开机架,按工艺要求设置吸热时间和冷却时间。
1).温度的确定
10).凸起要求的高度必须是圆周,保证焊接有效面平整。
10).观察管端凸起高度,降压至拖动压力(P0),同时按吸热计时按钮,计时开始。
11).焊接压力必须加入拖动压力,保证有效焊接面的压力值。
11).蜂鸣器响吸热结束,打开机架,迅速取出热板,立即闭合机架
,调整压力到焊接压力(P1),同时按冷却计时按钮。
12).熔融面相接触时严禁高压碰撞,保证焊接质量。
12).蜂鸣器响,冷却时间到,降压力,松开卡具螺丝取管,进行下一循环。
13).启动泵站时,方向杆应处于中位,保证电机无负载起动。
14).安装高压软管时接头必须清洁,防止泥沙进入液压系统。
15).机器远离酸碱或要有防护,保证机器的使用寿命。
16).必须保持机架镀铬导杆清洁勿划伤,保证不漏油和损失压力值。
17).热板必须清洁、无划伤、无油污及粘异物,保证焊接质量。
18).N68抗磨液压油六个月更换一次,勿因小失大。
19).机器的电子部分不防水,严禁进水,阴雨天施工要有防护。
19.0…26.02.5190…260< 10…1224…32
1、焊接前的准备
1、焊接工艺曲线和参数
1)清洁油路接头后接通油路。
2).卡管(管件);调整同心度,必要时调整浮动悬挂装置或用辊杠支架将管垫平减小摩擦力。
2).必须测量加负载后的电压、机器外壳接地,保证人身安全。
2).时间的确定
20).拆卸油管必须泄压,接头加防尘帽,保证下次安装顺利。
26.0…37.03.0260…370< 12…1632…45
2、焊接操作
2)检查电源、电压、接地后接通电路,空转排气。
3).与焊接端面接触的所有物件必须清洁,保证焊接质量。
3).压力的确定
3).放置铣刀锁安全锁。
..............................
三、热熔对接连接(对接焊)工艺
二、PE管热熔对接的要求:
1).必须测量电网、发电机电压,保证电压220V,防机毁。
1).打开机架,按工艺要求设置吸热时间和冷却时间。
1).温度的确定
10).凸起要求的高度必须是圆周,保证焊接有效面平整。
10).观察管端凸起高度,降压至拖动压力(P0),同时按吸热计时按钮,计时开始。
11).焊接压力必须加入拖动压力,保证有效焊接面的压力值。
11).蜂鸣器响吸热结束,打开机架,迅速取出热板,立即闭合机架
,调整压力到焊接压力(P1),同时按冷却计时按钮。
12).熔融面相接触时严禁高压碰撞,保证焊接质量。
12).蜂鸣器响,冷却时间到,降压力,松开卡具螺丝取管,进行下一循环。
13).启动泵站时,方向杆应处于中位,保证电机无负载起动。
14).安装高压软管时接头必须清洁,防止泥沙进入液压系统。
15).机器远离酸碱或要有防护,保证机器的使用寿命。
16).必须保持机架镀铬导杆清洁勿划伤,保证不漏油和损失压力值。
17).热板必须清洁、无划伤、无油污及粘异物,保证焊接质量。
18).N68抗磨液压油六个月更换一次,勿因小失大。
19).机器的电子部分不防水,严禁进水,阴雨天施工要有防护。
19.0…26.02.5190…260< 10…1224…32
1、焊接前的准备
1、焊接工艺曲线和参数
1)清洁油路接头后接通油路。
2).卡管(管件);调整同心度,必要时调整浮动悬挂装置或用辊杠支架将管垫平减小摩擦力。
2).必须测量加负载后的电压、机器外壳接地,保证人身安全。
2).时间的确定
20).拆卸油管必须泄压,接头加防尘帽,保证下次安装顺利。
26.0…37.03.0260…370< 12…1632…45
2、焊接操作
2)检查电源、电压、接地后接通电路,空转排气。
3).与焊接端面接触的所有物件必须清洁,保证焊接质量。
3).压力的确定
3).放置铣刀锁安全锁。
..............................
下一篇:尚无数据