Ъ§ПиГЕДВБрТыжИСюДѓШЋ(DOC 30вГ)
- ЫљЪєЗжРрЃК
- Ъ§ПиМгЙЄ
- ЮФМўДѓаЁЃК
- 204 KB
- ЯТдиЕижЗЃК
- ЯрЙизЪСЯЃК
- Ъ§ПиГЕДВ
Ъ§ПиГЕДВБрТыжИСюДѓШЋ(DOC 30вГ)ФкШнМђНщ
(1)ЕЅвЛЙЬЖЈбЛЗжИСю
(1)ЕЅааГЬТнЮЦЧаЯїжИСюG32ЃЈG33,G34ЃЉ
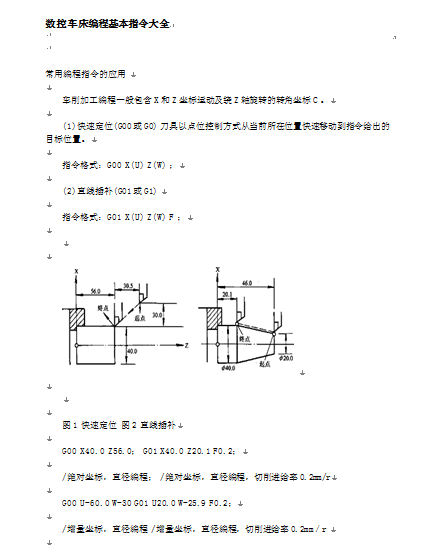
(1)ПьЫйЖЈЮЛ(G00ЛђG0)ЕЖОпвдЕуЮЛПижЦЗНЪНДгЕБЧА
ЫљдкЮЛжУПьЫйвЦЖЏЕНжИСюИјГіЕФФПБъЮЛжУЁЃ
(2)ЖржиИДКЯбЛЗжИСюЃЈG70ЁЊЁЊG76)
(2)жБЯпВхВЙ(G01ЛђG1)
(2)ТнЮЦЧаЯїбЛЗжИСюЃЈG92ЃЉ
(3)дВЛЁВхВЙ(G02ЛђG2ЃЌG03ЛђG3)
(3)ТнЮЦЧаЯїИДКЯбЛЗЃЈG76ЃЉ
(4)жїжсзЊЫйЩшжУ(S)
(5)жїжсЫйЖШПижЦжИСю
(6)НјИјТЪКЭНјИјЫйЖШЩшжУжИСю
(7)ЙЄМўдЕуЩшжУ
(8)ЖЫУцМАЭтдВГЕЯїМгЙЄ
/діСПзјБъЃЌжБОЖБрГЬ/діСПзјБъЃЌжБОЖБрГЬЃЌЧаЯїНјИјТЪ0.2mmЃЏr
/ОјЖдзјБъЃЌжБОЖБрГЬЃЛ/ОјЖдзјБъЃЌжБОЖБрГЬЃЌЧаЯїНјИјТЪ0.2mm/r
1)ЭтдВЧаЯїбЛЗжИСюЃЈG90ЃЉ
1)ЭтдВДжМгЙЄИДКЯбЛЗЃЈG71ЃЉ
1)ЙЄМўдЕудкзѓЖЫУц
1)жИСюИёЪН:G02X(U)_Z(W)_I_K_F_ЃЛ
1)гУG50жИСюНјааЙЄМўдЕуЩшжУЃЌЗжвдЯТСНжжЩшжУЧщПіЃК
1)НјИјТЪЃЌЕЅЮЛЮЊmm/rЃЌЦфжИСюЮЊЃК
2)ЖЫУцЧаЯїбЛЗжИСюЃЈG94ЃЉ
2)ЙЄМўдЕудкгвЖЫУцЃКЙЄМўдЕуЩшжУдкгвЖЫУцгыЩшжУдкзѓ
ЖЫУцЕФЧјБ№НідкгкZзјБъЮЊИКжЕЃЌГЬађБраДЙ§ГЬЭъШЋЯрЭЌЁЃ
2)жИСюЙІФм:
2)ЖЫУцДжМгЙЄИДКЯбЛЗЃЈG72ЃЉ
2)НјИјЫйЖШЃЌЕЅЮЛЮЊmmЃЏminЃЌЦфжИСюЮЊЃК
2.бЛЗМгЙЄжИСю
200mЃЏminЃЌжїжсФцЪБеыа§зЊ
3)ЙЬЖЈаЮзДЧаЯїИДКЯбЛЗЃЈG73ЃЉ
3)жИСюЫЕУї:
3.ТнЮЦМгЙЄздЖЏбЛЗжИСю
4)ОЋГЕИДКЯбЛЗЃЈG70ЃЉ
5)ИДКЯЙЬЖЈбЛЗОйР§ЃЈG71гыG70БрГЬЃЉ
a)ЙЄМўдЕудкзѓЖЫУцЪБb)ЙЄМўдЕудкгвЖЫУцЪБ
a.ЕЖОпЙьМЃЦНаагкЙЄМўЕФТжРЊЃЌЙЪЪЪКЯМгЙЄж§дьКЭЖЭдьГЩаЮЕФХїСЯ;
AЮЊбЛЗЦ№ЕуЃЌA-A'-BЮЊОЋМгЙЄТЗЯпЁЃ
aЃКG99G01Z-27.1F0.3;bЃКG98G01Z-10.0F80;
b.БГГдЕЖСПЗжБ№ЭЈЙ§XжсЗНЯђзмЭЫЕЖСПІЄiКЭZжсЗНЯђзмЭЫЕЖСПІЄKГ§вдбЛЗДЮЪ§dЧѓЕУ;
c.змЭЫЕЖСПІЄiгыІЄKжЕЕФЩшЖЈгыЙЄМўЕФЧаЯїЩюЖШгаЙиЁЃ
CNCЯЕЭГШБЪЁНјИјФЃЪНЪЧНјИјТЪЃЌМДУПзЊНјИјФЃЪНЁЃ
ЭМ1ПьЫйЖЈЮЛЭМ2жБЯпВхВЙ
ЭМ10Ъ§ПиГЕЯїзлКЯБрГЬЪЕР§
ЭМ11ЭтдВЧаЯїбЛЗ
ЭМ12зЖУцЧаЯїбЛЗ
ЭМ13ЭтдВЧаЯїбЛЗР§Ьт
ЭМ14зЖУцЧаЯїбЛЗР§Ьт
ЭМ15ЖЫУцЧаЯїбЛЗЭМ16ДјзЖЖШЕФЖЫУцЧаЯїбЛЗ
ЭМ17ЖЫУцЧаЯїбЛЗР§ЬтЭМ18ДјзЖЖШЕФЖЫУцЧаЯїбЛЗР§ЬтЁЁ
ЭМ19ЭтдВДжМгЙЄИДКЯбЛЗЭМ20ЖЫУцДжМгЙЄИДКЯбЛЗ
ЭМ21ЭтдВДжМгЙЄИДКЯбЛЗР§Ьт
ЭМ22ЖЫУцДжМгЙЄИДКЯбЛЗР§ЬтЭМ23ЙЬЖЈаЮзДЧаЯїИДКЯбЛЗ
ЭМ24ЙЬЖЈаЮзДЧаЯїИДКЯбЛЗР§ЬтЭМ25ИДКЯЙЬЖЈбЛЗОйР§
ЭМ26ТнЮЦЧаЯїЭМ27ТнЮЦЧаЯїгІгУ
ЭМ28ЧаЯїдВжљТнЮЦЭМ29ЧаЯїзЖТнЮЦ
ЭМ3дВЛЁЕФЫГФцЗНЯђ
ЭМ30ЧаЯїдВжљТнЮЦР§ЬтЭМ31ЧаЯїзЖТнЮЦР§Ьт
ЭМ32ТнЮЦЧаЯїИДКЯбЛЗТЗЯпМАНјЕЖЗЈ
ЭМ33ТнЮЦЧаЯїЖрДЮбЛЗG76жИСюБрГЬЪЕР§
ЭМ4дВЛЁОјЖдзјБъ,ЯрЖдзјБъ
ЭМ5дВЛЁВхВЙ
ЭМ6жїжсЫйЖШПижЦ
ЭМ7НјИјТЪКЭНјИјЫйЖШ
ЭМ8ЙЄМўдЕуЩшжУ
ЭМ9ШЗЖЈГЕЯїдЕу
dБэЪОбЛЗДЮЪ§
..............................
(1)ЕЅааГЬТнЮЦЧаЯїжИСюG32ЃЈG33,G34ЃЉ
(1)ПьЫйЖЈЮЛ(G00ЛђG0)ЕЖОпвдЕуЮЛПижЦЗНЪНДгЕБЧА
ЫљдкЮЛжУПьЫйвЦЖЏЕНжИСюИјГіЕФФПБъЮЛжУЁЃ
(2)ЖржиИДКЯбЛЗжИСюЃЈG70ЁЊЁЊG76)
(2)жБЯпВхВЙ(G01ЛђG1)
(2)ТнЮЦЧаЯїбЛЗжИСюЃЈG92ЃЉ
(3)дВЛЁВхВЙ(G02ЛђG2ЃЌG03ЛђG3)
(3)ТнЮЦЧаЯїИДКЯбЛЗЃЈG76ЃЉ
(4)жїжсзЊЫйЩшжУ(S)
(5)жїжсЫйЖШПижЦжИСю
(6)НјИјТЪКЭНјИјЫйЖШЩшжУжИСю
(7)ЙЄМўдЕуЩшжУ
(8)ЖЫУцМАЭтдВГЕЯїМгЙЄ
/діСПзјБъЃЌжБОЖБрГЬ/діСПзјБъЃЌжБОЖБрГЬЃЌЧаЯїНјИјТЪ0.2mmЃЏr
/ОјЖдзјБъЃЌжБОЖБрГЬЃЛ/ОјЖдзјБъЃЌжБОЖБрГЬЃЌЧаЯїНјИјТЪ0.2mm/r
1)ЭтдВЧаЯїбЛЗжИСюЃЈG90ЃЉ
1)ЭтдВДжМгЙЄИДКЯбЛЗЃЈG71ЃЉ
1)ЙЄМўдЕудкзѓЖЫУц
1)жИСюИёЪН:G02X(U)_Z(W)_I_K_F_ЃЛ
1)гУG50жИСюНјааЙЄМўдЕуЩшжУЃЌЗжвдЯТСНжжЩшжУЧщПіЃК
1)НјИјТЪЃЌЕЅЮЛЮЊmm/rЃЌЦфжИСюЮЊЃК
2)ЖЫУцЧаЯїбЛЗжИСюЃЈG94ЃЉ
2)ЙЄМўдЕудкгвЖЫУцЃКЙЄМўдЕуЩшжУдкгвЖЫУцгыЩшжУдкзѓ
ЖЫУцЕФЧјБ№НідкгкZзјБъЮЊИКжЕЃЌГЬађБраДЙ§ГЬЭъШЋЯрЭЌЁЃ
2)жИСюЙІФм:
2)ЖЫУцДжМгЙЄИДКЯбЛЗЃЈG72ЃЉ
2)НјИјЫйЖШЃЌЕЅЮЛЮЊmmЃЏminЃЌЦфжИСюЮЊЃК
2.бЛЗМгЙЄжИСю
200mЃЏminЃЌжїжсФцЪБеыа§зЊ
3)ЙЬЖЈаЮзДЧаЯїИДКЯбЛЗЃЈG73ЃЉ
3)жИСюЫЕУї:
3.ТнЮЦМгЙЄздЖЏбЛЗжИСю
4)ОЋГЕИДКЯбЛЗЃЈG70ЃЉ
5)ИДКЯЙЬЖЈбЛЗОйР§ЃЈG71гыG70БрГЬЃЉ
a)ЙЄМўдЕудкзѓЖЫУцЪБb)ЙЄМўдЕудкгвЖЫУцЪБ
a.ЕЖОпЙьМЃЦНаагкЙЄМўЕФТжРЊЃЌЙЪЪЪКЯМгЙЄж§дьКЭЖЭдьГЩаЮЕФХїСЯ;
AЮЊбЛЗЦ№ЕуЃЌA-A'-BЮЊОЋМгЙЄТЗЯпЁЃ
aЃКG99G01Z-27.1F0.3;bЃКG98G01Z-10.0F80;
b.БГГдЕЖСПЗжБ№ЭЈЙ§XжсЗНЯђзмЭЫЕЖСПІЄiКЭZжсЗНЯђзмЭЫЕЖСПІЄKГ§вдбЛЗДЮЪ§dЧѓЕУ;
c.змЭЫЕЖСПІЄiгыІЄKжЕЕФЩшЖЈгыЙЄМўЕФЧаЯїЩюЖШгаЙиЁЃ
CNCЯЕЭГШБЪЁНјИјФЃЪНЪЧНјИјТЪЃЌМДУПзЊНјИјФЃЪНЁЃ
ЭМ1ПьЫйЖЈЮЛЭМ2жБЯпВхВЙ
ЭМ10Ъ§ПиГЕЯїзлКЯБрГЬЪЕР§
ЭМ11ЭтдВЧаЯїбЛЗ
ЭМ12зЖУцЧаЯїбЛЗ
ЭМ13ЭтдВЧаЯїбЛЗР§Ьт
ЭМ14зЖУцЧаЯїбЛЗР§Ьт
ЭМ15ЖЫУцЧаЯїбЛЗЭМ16ДјзЖЖШЕФЖЫУцЧаЯїбЛЗ
ЭМ17ЖЫУцЧаЯїбЛЗР§ЬтЭМ18ДјзЖЖШЕФЖЫУцЧаЯїбЛЗР§ЬтЁЁ
ЭМ19ЭтдВДжМгЙЄИДКЯбЛЗЭМ20ЖЫУцДжМгЙЄИДКЯбЛЗ
ЭМ21ЭтдВДжМгЙЄИДКЯбЛЗР§Ьт
ЭМ22ЖЫУцДжМгЙЄИДКЯбЛЗР§ЬтЭМ23ЙЬЖЈаЮзДЧаЯїИДКЯбЛЗ
ЭМ24ЙЬЖЈаЮзДЧаЯїИДКЯбЛЗР§ЬтЭМ25ИДКЯЙЬЖЈбЛЗОйР§
ЭМ26ТнЮЦЧаЯїЭМ27ТнЮЦЧаЯїгІгУ
ЭМ28ЧаЯїдВжљТнЮЦЭМ29ЧаЯїзЖТнЮЦ
ЭМ3дВЛЁЕФЫГФцЗНЯђ
ЭМ30ЧаЯїдВжљТнЮЦР§ЬтЭМ31ЧаЯїзЖТнЮЦР§Ьт
ЭМ32ТнЮЦЧаЯїИДКЯбЛЗТЗЯпМАНјЕЖЗЈ
ЭМ33ТнЮЦЧаЯїЖрДЮбЛЗG76жИСюБрГЬЪЕР§
ЭМ4дВЛЁОјЖдзјБъ,ЯрЖдзјБъ
ЭМ5дВЛЁВхВЙ
ЭМ6жїжсЫйЖШПижЦ
ЭМ7НјИјТЪКЭНјИјЫйЖШ
ЭМ8ЙЄМўдЕуЩшжУ
ЭМ9ШЗЖЈГЕЯїдЕу
dБэЪОбЛЗДЮЪ§
..............................
ЩЯвЛЦЊЃКЪ§ПиЛњДВЛњаЕЯЕЭГПЮМў(PPT 38вГ)
ЯТвЛЦЊЃКЩаЮоЪ§Он