某钢结构工程施工方案(DOC 19页)
某钢结构工程施工方案(DOC 19页)内容简介
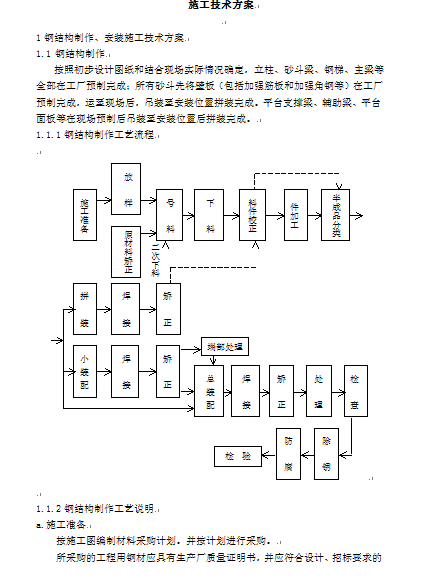
1.1钢结构制作
1.1.1钢结构制作工艺流程
1.1.2钢结构制作工艺说明
1.1.3钢结构制作质量控制
1.2.1钢结构安装工艺流程
1.2.2钢结构安装工艺说明
1.2.3钢结构安装质量检查
1.2.钢结构安装
a.施工准备
b.放样、号料、下料
b.放线测量
c.基础检查
c.料件校正
d.基础处理
d.料件加工
e.立柱安装
e.所制成的料件应按规格、
品件进行分类存放以备装配之用
f.立柱固定
f.组装
利用压力机、千斤顶、热校正等装备和工艺方法进行料件的校正
制作质量应按设计要求和本工艺要求的允许偏差进行钢构件的制作质量检查
并填定质量记录,制作质量检查应请监理、设计代表参加,共同检查,并在检查记录上签字
多层焊接宜连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊
当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材负偏差值的1/2
必须使用与结构用钢材质相配匹的焊条,焊条必须使用经检验合格的焊条;
焊接时不得使用药皮脱落或焊芯生锈的焊条
按号料时所划切割线、利用等离子切割机、气割、联合冲剪机、剪床等装备进行切割
按施工图所标明的钢结构规模,工作量准备充足的施工人员,工机具等
按施工图的要求进行结构件的装配
按钢结构制作中施工准备的相应要求执行
捍接时应编制作业指导书、并严格按作业指导书施焊
放样和号料应根据工艺要求预留制作和安装时的焊接收缩余量及切割、刨边和铣平等的加工余量
料件的边缘和端部应利用手砂轮进行处理或刨削处理
气割前应将钢材切割区域表面的铁锈、污物等清除干净,气割后应清除熔渣和飞溅物
焊接必须由合格焊工进行施焊
焊条使用前应按产品说明书规定的烘焙时间和温度进行烘焙
由专业技术人员向施工人员作技术交底,说明钢结构制作的工艺要求,质量要求和施工方法
组装前,零部件应经检查合格;连接接触面和沿焊缝边缘每边30~50mm范围内的铁锈、毛剌、污垢等应清除干净
组装完成后即可进行焊接
放样和样板的允许偏差应符合下表规定
按钢结构制作工艺中除锈、刷漆要求执行
..............................
1.1.1钢结构制作工艺流程
1.1.2钢结构制作工艺说明
1.1.3钢结构制作质量控制
1.2.1钢结构安装工艺流程
1.2.2钢结构安装工艺说明
1.2.3钢结构安装质量检查
1.2.钢结构安装
a.施工准备
b.放样、号料、下料
b.放线测量
c.基础检查
c.料件校正
d.基础处理
d.料件加工
e.立柱安装
e.所制成的料件应按规格、
品件进行分类存放以备装配之用
f.立柱固定
f.组装
利用压力机、千斤顶、热校正等装备和工艺方法进行料件的校正
制作质量应按设计要求和本工艺要求的允许偏差进行钢构件的制作质量检查
并填定质量记录,制作质量检查应请监理、设计代表参加,共同检查,并在检查记录上签字
多层焊接宜连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊
当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材负偏差值的1/2
必须使用与结构用钢材质相配匹的焊条,焊条必须使用经检验合格的焊条;
焊接时不得使用药皮脱落或焊芯生锈的焊条
按号料时所划切割线、利用等离子切割机、气割、联合冲剪机、剪床等装备进行切割
按施工图所标明的钢结构规模,工作量准备充足的施工人员,工机具等
按施工图的要求进行结构件的装配
按钢结构制作中施工准备的相应要求执行
捍接时应编制作业指导书、并严格按作业指导书施焊
放样和号料应根据工艺要求预留制作和安装时的焊接收缩余量及切割、刨边和铣平等的加工余量
料件的边缘和端部应利用手砂轮进行处理或刨削处理
气割前应将钢材切割区域表面的铁锈、污物等清除干净,气割后应清除熔渣和飞溅物
焊接必须由合格焊工进行施焊
焊条使用前应按产品说明书规定的烘焙时间和温度进行烘焙
由专业技术人员向施工人员作技术交底,说明钢结构制作的工艺要求,质量要求和施工方法
组装前,零部件应经检查合格;连接接触面和沿焊缝边缘每边30~50mm范围内的铁锈、毛剌、污垢等应清除干净
组装完成后即可进行焊接
放样和样板的允许偏差应符合下表规定
按钢结构制作工艺中除锈、刷漆要求执行
..............................
下一篇:尚无数据